| |
| DOF: 13/09/2019 |
RESPUESTA a los comentarios del Proyecto de Norma Oficial Mexicana PROY-NOM-213-SCFI-2017, Recipientes para contener Gas L RESPUESTA a los comentarios del Proyecto de Norma Oficial Mexicana PROY-NOM-213-SCFI-2017, Recipientes para contener Gas L.P., tipo desmontable-Especificaciones y métodos de prueba (cancelará a la NOM-008-SESH/SCFI-2010), publicado en fecha 8 de agosto de 2018. Al margen un sello con el Escudo Nacional, que dice: Estados Unidos Mexicanos.- SE.- Secretaría de Economía. RESPUESTA A LOS COMENTARIOS DEL PROYECTO DE NORMA OFICIAL MEXICANA PROY-NOM-213-SCFI-2017, RECIPIENTES PARA CONTENER GAS L.P., TIPO DESMONTABLE-ESPECIFICACIONES Y MÉTODOS DE PRUEBA (CANCELARÁ A LA NOM-008-SESH/SCFI-2010), PUBLICADO EN FECHA 8 DE AGOSTO DE 2018 EN EL DIARIO OFICIAL DE LA FEDERACIÓN. ALFONSO GUATI ROJO SÁNCHEZ, Director General de Normas y Presidente del Comité Consultivo Nacional de Normalización de la Secretaría de Economía (CCONNSE), con fundamento en los artículos 34, fracciones II, XIII y XXXIII de la Ley Orgánica de la Administración Pública Federal; 4 de la Ley Federal de Procedimiento Administrativo; 2, fracción II, incisos a), c), d) y g), 39, fracción V, 40, fracciones I y II, 46 y 47, fracciones II y III de la Ley Federal sobre Metrología y Normalización; 33, del Reglamento de la Ley Federal sobre Metrología y Normalización; y 22, fracciones I, IX, XII y XXV del Reglamento Interior de la Secretaría de Economía, publica la Respuesta a los comentarios recibidos al Proyecto de Norma Oficial Mexicana PROY-NOM-213-SCFI-2017, Recipientes para contener Gas L.P., tipo desmontable-Especificaciones y Métodos de Prueba (cancelará a la NOM-008-SESH/SCFI-2010), publicado en fecha 8 de agosto de 2018 en el Diario Oficial de la Federación. Personas que presentaron comentarios durante el periodo de consulta pública: · Agencia de Seguridad, Energía y Ambiente (ASEA) · Arcosa Industries de México, S. de R. L. de C.V. (Arcosa Industries de México) · Asociación de Normalización y Certificación, A.C. (ANCE) · Luis Alberto Ruiz del Ángel · Modelos Deportivos y de Playa, S.A. de C.V. · | #
| ACTOR
| CAPÍTULO
| DICE
| DEBE DECIR
| JUSTIFICACIÓN DE LA PROPUESTA
| RESPUESTA DEL CCONNSE
| | 1
| Modelos
Deportivos y
de Playa,
S.A. de C.V.
| General
| N/A
| N/A
| "Con respecto al PROYECTO de Norma Oficial Mexicana PROY-NOM-213-SCFI-2017, Recipientes para contener Gas L.P., tipo desmontable. Especificaciones y métodos de prueba, me gustaría hacer un comentario. Los recipientes a los que hacen referencia la norma arriba mencionada, carecen de algún sistema que permita verificar el contenido de gas en el recipiente. Lo anterior se me hace muy importante debido a que mucha gente va realiza las recargas de gas de los recipientes a través de los expendios de Gas o llamadas también Gaseras. Al hacer las recargas de esa forma no se sabe cuánta cantidad de gas contiene aún el | Con fundamento en los artículos 47 fracciones II y III y 64 de la Ley Federal sobre Metrología y Normalización y 33 de su Reglamento, el CCONNSE analizó el comentario y acordó rechazarlo en razón a que la Agencia de Seguridad, Energía y Ambiente es la autoridad competente para regular los aspectos de seguridad derivados de la distribución de Gas Licuado de Petróleo, no así de la Secretaría de Economía. | | | | | | | recipiente, ni mucho menos lo que realmente le hace falta recargar. Esto trae como consecuencia dos cosas, por un lado que las gaseras puedan vender el gas con menos contendido del que realmente corresponde debido a la mala calibración de sus máquinas expendedoras, es decir, venden kilos o litros con menos contenido. Por el otro lado, debido a que mucha gente no sabe cuánto contenido de gas tiene aún su recipiente, lleva su tanque o recipiente a realiza las recargas pensando que el recipiente está vacío, o bien, medio vacío, y con esta situación manipula los recipientes en coches o motos para llevarlos a recargar, pudiendo maltratar los cilindros en las maniobras y provocar fugas en los recipientes. Las fugas pueden provocar un ambiente lleno de gas y por consecuencia una posible explosión en caso de que alguna chispa alcance al gas esparcido en el ambiente. Por ello se me hace muy importante que el mismo tanque tenga algún sistema que permita ver el contenido pendiente por descargar del tanque. Por lo anterior es que me atrevo a hacer ésta observación con el objetivo de evitar posible accidentes..." | | | 2
| ASEA
| Título
| PROYECTO de Norma Oficial Mexicana PROY-NOM-213-SCFI-2017, Recipientes para contener Gas L.P., tipo desmontable. Especificaciones y métodos de prueba (Cancelará a la NOM-008-SESH/SCFI-2010). | Proyecto de Norma Oficial Mexicana NOM-213-SCFI-2017, Recipientes portátiles y Recipientes transportables sujetos a presión, para contener Gas Licuado de Petróleo. Especificaciones de fabricación, materiales, métodos de prueba, identificación y comunicación de peligros, manejo y uso seguro (Cancelará a la NOM-008-SESH/SCFI-2010). | - Se debe actualizar y armonizar con lo establecido en leyes, reglamentos y disposiciones vigentes aplicables al sector hidrocarburos. Referencia: LEY DE HIDROCARBUROS Artículo 4.-... XVI. Gas Licuado de Petróleo: Aquél que es obtenido de los procesos de refinación del Petróleo y de las plantas procesadoras de Gas Natural, y está compuesto principalmente de gas butano y propano; ... REGLAMENTO DE LAS ACTIVIDADES A QUE SE REFIERE EL TÍTULO TERCERO DE LA LEY DE HIDROCARBUROS | Con fundamento en los artículos 47 fracciones II y III y 64 de la Ley Federal sobre Metrología y Normalización y 33 de su Reglamento, el CCONNSE analizó el comentario y acordó aceptarlo parcialmente, quedando el título como se muestra a continuación: "Norma Oficial Mexicana NOM-213-SCFI-2018, Recipientes portátiles y Recipientes transportables sujetos a presión, para contener Gas Licuado de Petróleo. Especificaciones de fabricación, materiales, métodos de prueba e identificación (cancela a la NOM-008-SESH/SCFI-2010)" En consecuencia, todas las menciones al título de esta Norma Oficial Mexicana deberán modificarse de conformidad con lo acordado. | | | | | | | Artículo 2.- ... XIV. Recipiente Portátil: El envase utilizado para la Distribución o Expendio al Público de Gas Licuado de Petróleo y otros Petrolíferos, cuyas características de seguridad, peso y dimensiones, permiten que pueda ser manejado manualmente por Usuarios Finales en términos de las normas oficiales mexicanas; XV. Recipiente Transportable sujeto a presión: El envase utilizado para contener Gas Natural licuado o comprimido, así como Gas Licuado de Petróleo y otros Petrolíferos, que por sus características de seguridad, peso y dimensiones, debe ser manejado manualmente por personal capacitado del Permisionario, en términos de las normas oficiales mexicanas; ... - Aun cuando los requisitos de diseño establecidos en la norma vigente, permiten que los recipientes cuenten con las características mecánicas para contener el Gas Licuado de Petróleo; al ser este un material peligroso que se ofrece al público como un bien de consumo final, se requieren observar medidas de prevención (que incluya los aspectos de administración de riesgos) para su almacenamiento y manejo; por lo cual se hace necesario que tanto el establecimiento de venta al público como el usuario final, tengan acceso a la información de los peligros de este producto y de las medidas de seguridad que se deben adoptar. Por lo cual se proponen las siguientes modificaciones para establecer los requisitos de seguridad. | | | 3
| ASEA
| General
| N/A
| Cambiar los siguientes términos en donde aparecen en el documento por los términos que se proponen a continuación: "Desmontable" por "transportable" "Gas L.P." por "Gas Licuado de Petróleo" | Hacer el cambio para homologar con las palabras ya definidas tanto en el proyecto de NOM, como en las Leyes y Reglamentos del Sector Hidrocarburos. | Con fundamento en los artículos 47 fracciones II y III y 64 de la Ley Federal sobre Metrología y Normalización y 33 de su Reglamento, el CCONNSE analizó el comentario y acordó aceptarlo, por tanto, con el propósito de armonizar los términos referidos con la Ley de Hidrocarburos y con el Reglamento de las actividades a que se refiere el Título Tercero de la Ley de Hidrocarburos, se ordena modificar las menciones contenidas en el cuerpo de la Norma Oficial Mexicana, sustituyendo "Desmontable" por "transportable", y "Gas L.P." por "Gas Licuado de Petróleo". | | 4
| ASEA
| 1. Objetivo y campo
de aplicación
| 1. Objetivo y campo de aplicación Este Proyecto de Norma Oficial Mexicana establece las especificaciones técnicas mínimas de diseño, de fabricación y de seguridad, así como los métodos de prueba que como mínimo, deben cumplir los recipientes desmontables sujetos a presión y los recipientes portátiles para contener Gas L.P., reabastecibles, con capacidad nominal de hasta 45 kg, que se utilicen en los Estados Unidos Mexicanos para la distribución de dicho hidrocarburo. | 1. Objetivo y campo de aplicación Este Proyecto de Norma Oficial Mexicana establece las especificaciones técnicas mínimas de diseño, de fabricación y de seguridad, así como los métodos de prueba que como mínimo, deben cumplir los recipientes transportables sujetos a presión y los recipientes portátiles para contener gas licuado de petróleo reabastecibles, con capacidad de almacenamiento nominal de hasta 45 kg, que se utilicen en los Estados Unidos Mexicanos para la distribución o expendio al público de dicho petrolífero. | -. ...recipientes transportables sujetos a presión: Cambiar "desmontable" por "trasportable" para armonizar con lo establecido en leyes, reglamentos y disposiciones vigentes aplicables al sector hidrocarburos. -. ...capacidad de almacenamiento nominal: Modificar la redacción para especificar a qué tipo de propiedad física se refiere, para así comprender mejor el alcance de este instrumento normativo y que sea congruente con lo establecido en el numeral 13.1 de este proyecto. -. ...para la distribución o expendio al público de dicho petrolífero: Los recipientes portátiles no solo se utilizan en la actividad de distribución, también se utilizan en la actividad de expendio al público. Cambiar "hidrocarburo" por "petrolífero" para homologar con los términos y definiciones de la Ley de Hidrocarburos. LEY DE HIDROCARBUROS Artículo 4.-... XXVIII. Petrolíferos: Productos que se obtienen de la refinación del Petróleo o del procesamiento del Gas Natural y que derivan directamente de Hidrocarburos, tales como gasolinas, diésel, querosenos, combustóleo y Gas Licuado de Petróleo, entre otros, distintos de los Petroquímicos; XIII. Expendio al Público: La venta al menudeo directa al consumidor de Gas Natural o Petrolíferos, entre otros combustibles, en instalaciones con fin específico o multimodal, incluyendo estaciones de servicio, de compresión y de carburación, entre otras; REGLAMENTO DE LAS ACTIVIDADES A QUE SE REFIERE EL TÍTULO TERCERO DE LA LEY DE HIDROCARBUROS Artículo 2.-... XV. Recipiente Transportable sujeto a presión: El envase utilizado para contener Gas Natural licuado o comprimido, así como Gas Licuado de Petróleo y otros Petrolíferos, que por sus características de seguridad, peso y dimensiones, debe ser manejado manualmente por personal capacitado del Permisionario, en términos de las normas oficiales mexicanas. | Con fundamento en los artículos 47 fracciones II y III y 64 de la Ley Federal sobre Metrología y Normalización y 33 de su Reglamento, el CCONNSE analizó el comentario y acordó aceptarlo parcialmente, quedando el objetivo y campo de aplicación como se muestra a continuación: "1. Objetivo y campo de aplicación Esta Norma Oficial Mexicana establece las especificaciones técnicas mínimas de diseño, de fabricación y de seguridad, así como los métodos de prueba que como mínimo, deben cumplir los recipientes transportables sujetos a presión y los recipientes portátiles para contener Gas Licuado de Petróleo reabastecibles, con capacidad de almacenamiento nominal de hasta 45 kg, que se utilicen en los Estados Unidos Mexicanos para la distribución o expendio al público de dicho petrolífero." | | 5
| ANCE
| 2. Referencias
Normativas
| 2.11 Norma Mexicana NMX-D-122-1973 Determinación de las propiedades de resistencia a la corrosión de partes metálicas con recubrimientos, empleadas en vehículos automotores-Método de niebla salina, fecha de publicación en el Diario Oficial de la Federación el 1974-01-07 | 2.11 Norma Mexicana NMX-X-045-SCFI-2008, Industria del gas-Resistencia a la corrosión de partes metálicas o no metálicas con o sin recubrimiento-Método de prueba, fecha de publicación en el Diario Oficial de la Federación el 2009-06-09 | En 12.3.1, inciso a), fracción i se hace la referencia a la Norma Mexicana NMX-D-122-1973, sin embargo, esta norma es para vehículos (autopartes). En razón de lo anterior, se sugiere hacer la referencia a la Norma Mexicana NMX-X-045-2008, toda vez que dicha Norma, es aplicable para la industria del gas y cubre al producto objeto del Proyecto de Norma Oficial Mexicana. | Con fundamento en los artículos 47 fracciones II y III y 64 de la Ley Federal sobre Metrología y Normalización y 33 de su Reglamento, el CCONNSE analizó todos los comentarios recibidos al capítulo 2, Referencias Normativas, y acordó aceptarlos parcialmente, quedando el capítulo 2, Referencias Normativas, como se muestra enseguida: "2. Referencias Normativas Los siguientes documentos normativos vigentes o aquellos que los cancelen, modifiquen o sustituyan son indispensables para la aplicación de esta Norma Oficial Mexicana: 2.1 Norma Oficial Mexicana NOM-197-SCFI-2017, Válvula que se utiliza en recipientes transportables para contener gas L.P. Especificaciones y métodos de prueba, fecha de publicación en el Diario Oficial de la Federación el 2018-08-17. 2.2 Norma Mexicana NMX-B-086-1991, Guía para examen radiográfico (cancela a la NOM-B-86-1987), fecha de publicación en el Diario Oficial de la Federación el 1992-01-03. 2.3 Norma Mexicana NMX-B-172-CANACERO-2018, Industria Siderúrgica-Métodos de prueba mecánicos para productos de acero y hierro (cancela a la NMX-B-172-CANACERO-2013), fecha de publicación en el Diario Oficial de la Federación el 2018-11-01. 2.4 Norma Mexicana NMX-B-266-1989, Requisitos generales para lámina laminada en caliente y en frío, de acero al carbono y de acero de baja aleación y alta resistencia (Cancela a la NOM-B-266-1982), fecha de publicación en el Diario Oficial de la Federación el 1989-12-14. 2.5 Norma Mexicana NOM-B-80-1978, Métodos de prueba mecánicos para juntas soldadas, fecha de publicación en el Diario Oficial de la Federación el 1978-12-28 y sus modificaciones. 2.6 Norma Mexicana NMX-X-045-SCFI-2008, Industria del gas-Resistencia a la corrosión de partes metálicas o no metálicas con o sin recubrimiento-Método de prueba, fecha de publicación en el Diario Oficial de la Federación el 2009-06-09. 2.7 Norma Mexicana NMX-X-15-1981, Recipientes sujetos a presión-Comportamiento elástico-Método de prueba. (Esta norma cancela a la NOM-X-15-1964), fecha de publicación en el Diario Oficial de la Federación el 1981-07-13. 2.8 Norma Mexicana NMX-Z-012/1-1987, Muestreo para la inspección por atributos-Parte 1: Información general y aplicaciones. (Esta norma cancela la NOM-Z-12/1-1975 y la NOM-Z-12/4-1977), fecha de publicación en el Diario Oficial de la Federación el 1987-10-28. 2.9 Norma Mexicana NMX-Z-012/2-1987, Muestreo para la inspección por atributos-Parte 2: Métodos de muestreo, tablas y gráficas. (Esta norma cancela la NOM-Z-12/2-1975 y la NOM-Z-12/3-1975), fecha de publicación en el Diario Oficial de la Federación el 1987-10-28. 2.10 Norma Mexicana NMX-Z-012/3-1987, Muestreo para la inspección por atributos-Parte 3: Regla de cálculo para la determinación de planes de muestreo. (Esta norma cancela la NOM-Z-12/5-1980), fecha de publicación en el Diario Oficial de la Federación el 1987-07-31. | | 6
| ASEA
| 2. Referencias
Normativas
| 2. Referencias Normativas Los siguientes documentos normativos vigentes o aquellos que los cancelen o sustituyan son indispensables para la aplicación de este Proyecto de Norma Oficial Mexicana: 2.1 Norma Mexicana NMX-B-086-1991 Guía para examen radiográfico, fecha de publicación en el Diario Oficial de la Federación el 1992-01-03 2.2 Norma Mexicana NMX-B-172-CANACERO-2013 Industria siderúrgica-Métodos de prueba mecánicos para productos de acero, fecha de publicación en el Diario Oficial de la Federación el 2014-04-15 2.3 Norma Mexicana NMX-B-266-1989 Requisitos generales para lamina laminada en caliente y en frio, de acero al carbón y de acero de baja aleación y alta resistencia, fecha de publicación en el Diario Oficial de la Federación el 1989-12-14 2.4 Norma Mexicana NMX-X-045-SCFI-2008 Industria del gas-Resistencia a la corrosión de partes metálicas o no metálicas con o sin recubrimiento-Método de Prueba, fecha de publicación en el Diario Oficial de la Federación el 2008-07-28 2.5 Norma Mexicana NMX-H-007-1978 Métodos de prueba mecánicos para juntas soldadas, fecha de publicación en el Diario Oficial de la Federación el 1978-12-28 y sus modificaciones 2.6 Norma Mexicana NMX-X-042-SCFI-2010 Gas L.P.-Válvula que se utiliza en recipientes transportables para contener Gas L.P.-Especificaciones y Métodos de Prueba, fecha de publicación en el Diario Oficial de la Federación el 2011-02-14 2.7 Norma Mexicana NMX-X-015-1981 Recipientes sujetos a presión-Comportamiento elástico-Método de prueba, fecha de publicación en el Diario Oficial de la Federación el 1981-07-13 2.8 Norma Mexicana NMX-Z-012-1-1987 Muestreo para la inspección por atributos-Parte 1-Información general y aplicaciones, fecha de publicación en el Diario Oficial de la Federación el 1987-10-28 | 2. Referencias Normativas Los siguientes documentos normativos o aquellos que los cancelen, modifiquen o sustituyan son indispensables para la aplicación de este Anteproyecto de Norma Oficial Mexicana: 2.X NOM-050-SCFI-2004, Información comercial-Etiquetado general de productos. 2.1 NMX-B-086-1991 Guía para examen radiográfico. 2.2 NMX-B-172-CANACERO-2013 Industria siderúrgica-Métodos de prueba mecánicos para productos de acero. 2.3 NMX-B-266-1989 Requisitos generales para lamina laminada en caliente y en frio, de acero al carbón y de acero de baja aleación y alta resistencia 2.4 ELIMINAR 2.5 NMX-H-007-1978 Métodos de prueba mecánicos para juntas soldadas. 2.6 NMX-X-042-SCFI-2010 Gas L.P.-Válvula que se utiliza en recipientes transportables para contener Gas L.P.-Especificaciones y Métodos de Prueba. 2.7 NMX-X-015-1981 Recipientes sujetos a presión-Comportamiento elástico-Método de prueba. 2.8 NMX-Z-012-1-1987 Muestreo para la inspección por atributos-Parte 1-Información general y aplicaciones. 2.9 NMX-Z-012-2-1987 Muestreo para la inspección por atributos-Parte 2-Método de muestreo, tablas y gráficas. 2.9 NMX-Z-012-3-1987 Muestreo para la inspección por atributos-Parte 3-Regla de cálculo para la determinación de planes de muestreo. 2.11 NMX-D-122-1973 Determinación de las propiedades de resistencia a la corrosión de partes metálicas con recubrimientos, empleadas en vehículos automotores-Método de niebla salina. | Cambiar la redacción por "cancelen, modifiquen o sustituyan", toda vez que los documento referidos corresponden a Normas Oficiales mexicanas y Normas Mexicanas, las cuales de conformidad con la LFMN pueden ser canceladas, modificadas o sustituidas. Referencia: LEY FEDERAL SOBRE METROLOGÍA Y NORMALIZACIÓN - Agregar esta norma ya que se hace referencia a ella en el numeral 9.1.3 del proyecto. - Eliminar el tipo de norma a que se refiere y la fecha de publicación. Referencia: NMX-Z-013-SCFI-2015. - Eliminar el tipo de norma a que se refiere y la fecha de publicación. Referencia: NMX-Z-013-SCFI-2015. - Eliminar el tipo de norma a que se refiere y la fecha de publicación. Referencia: NMX-Z-013-SCFI-2015. - Eliminar el documento de referencia, debido a que no se menciona en ninguna parte del documento y la fecha de la publicación no es la correcta. - Eliminar el tipo de norma a que se refiere y la fecha de publicación. Referencia: NMX-Z-013-SCFI-2015. - Eliminar el tipo de norma a que se refiere y la fecha de publicación. Referencia: NMX-Z-013-SCFI-2015. - Eliminar el tipo de norma a que se refiere y la fecha de publicación. Referencia: NMX-Z-013-SCFI-2015. - Eliminar el tipo de norma a que se refiere y la fecha de publicación. Referencia: NMX-Z-013-SCFI-2015. - Eliminar el tipo de norma a que se refiere y la fecha de publicación. Referencia: NMX-Z-013-SCFI-2015. - Eliminar el tipo de norma a que se refiere y la fecha de publicación. Referencia: NMX-Z-013-SCFI-2015. - Eliminar el tipo de norma a que se refiere y la fecha de publicación. Referencia: NMX-Z-013-SCFI-2015. | | | | | 2.9 Norma Mexicana NMX-Z-012-2-1987 Muestreo para la inspección por atributos-Parte 2-Método de muestreo, tablas y gráficas, fecha de publicación en el Diario Oficial de la Federación el 1987-10-28 2.10 Norma Mexicana NMX-Z-012-3-1987 Muestreo para la inspección por atributos-Parte 3-Regla de cálculo para la determinación de planes de muestreo, fecha de publicación en el Diario Oficial de la Federación el 1987-07-31 2.11 Norma Mexicana NMX-D-122-1973 Determinación de las propiedades de resistencia a la corrosión de partes metálicas con recubrimientos, empleadas en vehículos automotores-Método de niebla salina, fecha de publicación en el Diario Oficial de la Federación el 1974-01-07 | | | 2.11 Norma Mexicana DGN-122-1973, Determinación de las propiedades de resistencia a la corrosión de partes metálicas con recubrimientos, empleadas en vehículos automotores-Método de niebla salina, fecha de publicación en el Diario Oficial de la Federación el 1974-01-07." | | 7
| Luis Alberto
Ruiz del
Ángel
| 2. Referencias
Normativas
| N/A
| N/A
| En capítulo 2 Referencias Normativas, se propone corregir las normas mexicanas NMX-B-172-CANACERO-2013, NMX-X-045-SCFI-2088 y NMX-X-042-SCFI-2010, las cuales contienen errores en el título, así como en las fechas de publicación | | | 8
| ASEA
| 3. Términos,
definiciones y
términos abreviados
| 3.28 recipiente desmontable sujeto a presión Envase utilizado para contener Gas Licuado de Petróleo, que, por sus características de seguridad, peso y dimensiones, debe ser manejado manualmente por personal capacitado del Permisionario, en términos de las normas oficiales mexicanas. | 3.28 Recipiente Transportable sujeto a presión Envase utilizado para contener Gas Licuado de Petróleo, que, por sus características de seguridad, peso y dimensiones, debe ser manejado manualmente por personal capacitado del Permisionario, en términos de las normas oficiales mexicanas. | Cambiar "desmontable" por "trasportable" armonizar con lo establecido en leyes, reglamentos y disposiciones vigentes aplicables al sector hidrocarburos. REGLAMENTO DE LAS ACTIVIDADES A QUE SE REFIERE EL TÍTULO TERCERO DE LA LEY DE HIDROCARBUROS ... Artículo 2.-... ... XV. Recipiente Transportable sujeto a presión: El envase utilizado para contener Gas Natural licuado o comprimido, así como Gas Licuado de Petróleo y otros Petrolíferos, que, por sus características de seguridad, peso y dimensiones, debe ser manejado manualmente por personal capacitado del Permisionario, en términos de las normas oficiales mexicanas | Con fundamento en los artículos 47 fracciones II y III y 64 de la Ley Federal sobre Metrología y Normalización y 33 de su Reglamento, el CCONNSE analizó el comentario y acordó aceptarlo parcialmente, por lo que, el numeral que se comenta, queda redactado de la siguiente manera: "3.28 recipiente transportable sujeto a presión Envase utilizado para contener Gas Licuado de Petróleo, que, por sus características de seguridad, peso y dimensiones, debe ser manejado manualmente por personal capacitado del Permisionario, en términos de las Normas Oficiales Mexicanas" | | 9
| Arcosa
Industries de
México
| 6. Recipientes de
acero al carbono y
acero microaleado
(Clase I)
| 6.2 Diseño y fabricación ... Los recipientes especiales tipo C con capacidad menor a 10 kg, pueden contar con características diferentes en cuanto a dimensiones, base de sustentación, cuello protector, tara y marcado, a diferencia de lo establecido para los recipientes comunes (tipo A) y semicápsulados (tipo B). | 6.2 Diseño y fabricación ... Los recipientes especiales tipo C con un peso Bruto Igual o Menor a 25 Kilos pueden contar con características diferentes en cuanto a dimensiones, base de sustentación, cuello protector, tara y marcado, a diferencia de lo establecido para los recipientes comunes (tipo A) y semicápsulados (tipo B). | Se propone este cambio dado que los todos recipientes portátiles deben de ser especiales Tipo C dado que son los recipientes que son manejado manualmente por Usuarios Finales. | Con fundamento en los artículos 47 fracciones II y III y 64 de la Ley Federal sobre Metrología y Normalización y 33 de su Reglamento, el CCONNSE analizó el comentario y acordó aceptarlo parcialmente, para quedar redactado como sigue: "6.2 Diseño y fabricación [...] Los recipientes especiales tipo C con un peso bruto de hasta 25 kg pueden contar con características diferentes en cuanto a dimensiones, base de sustentación, cuello protector, tara y marcado, a diferencia de lo establecido para los recipientes comunes (tipo A) y semi capsulados (tipo B)." | | 10
| Arcosa
Industries de
México
| 6. Recipientes de
acero al carbono y
acero microaleado
(Clase I)
...
6.5
Especificaciones de
lámina
...
Tabla 4-
Propiedades
mecánicas y
composición de
aceros para
recipientes Clase I
| N/A
| N/A
| Se requiere revisión completa a la Tabla 4 (Propiedades mecánicas y composición de aceros para recipientes Clase I) ya que existen valores no conformes a la última edición de la Sección II del Código ASME (materiales). | Con fundamento en los artículos 47 fracciones II y III y 64 de la Ley Federal sobre Metrología y Normalización y 33 de su Reglamento, el CCONNSE analizó el comentario y acordó aceptarlo, por tanto, se integra la Tabla 4 a la Norma Oficial Mexicana, como se muestra en el ANEXO 1 del presente documento. | | 11
| ASEA
| 6. Recipientes de
acero al carbono y
acero microaleado
(Clase I)
| 6.5.2.1 Tratándose de recipientes Tipo C,... ... El espesor debe ser tal que el esfuerzo de la pared no exceda del valor menor de cualquiera de las siguientes consideraciones: i. El 50% de la mínima resistencia a la tensión del material (determinado como se indica en la Norma Mexicana NMX-B-172-1988, o ii. 241.33 MPa (2 460.85 kgf/cm2). ... | 6.5.2.1 Tratándose de recipientes Tipo C,... ... El espesor debe ser tal que el esfuerzo de la pared no exceda del valor menor de cualquiera de las siguientes consideraciones: i. El 50% de la mínima resistencia a la tensión del material (determinado como se indica en la Norma Mexicana NMX-B-172-CANACERO-2013, o ii. 241.33 MPa (2 460.85 kgf/cm2). ... | Cambiar la referencia normativa de la especificación por la norma mexicana vigente: NMX-B-172-CANACERO-2013 | Con fundamento en los artículos 47 fracciones II y III y 64 de la Ley Federal sobre Metrología y Normalización y 33 de su Reglamento, el CCONNSE analizó el comentario y acordó aceptarlo, en consecuencia, el numeral que se comenta quedará redactado como se muestra a continuación: "6.5.2.1 Tratándose de recipientes Tipo C,... ... El espesor debe ser tal que el esfuerzo de la pared no exceda del valor menor de cualquiera de las siguientes consideraciones: i. El 50 % de la mínima resistencia a la tensión del material (determinado como se indica en la Norma Mexicana NMX-B-172-CANACERO-2018, o ..." | | 12
| Arcosa
Industries de
México
| 6. Recipientes de
acero al carbono y
acero microaleado
(Clase I)
| 6.6.2 Calificación de procedimientos Los procedimientos de soldadura empleados en la fabricación del recipiente deben ser previamente calificados por medio de pruebas de resistencia a la tensión y doblez como se indica en la Norma Mexicana NMX-H-007-1978. ... | 6.6.2 Calificación de procedimientos Los procedimientos de soldadura empleados en la fabricación del recipiente deben ser previamente calificados por medio de pruebas de resistencia a la tensión y doblez como se indica en el documento CGA C3. ... | Se requiere hacer referencia al estándar CGA C-3, dado que la NMX-H-007-1978 no cuenta con los criterios de evaluación suficientes para las pruebas. | Con fundamento en los artículos 47 fracciones II y III y 64 de la Ley Federal sobre Metrología y Normalización y 33 de su Reglamento, el CCONNSE analizó el comentario y acordó lo siguiente: De conformidad con lo establecido en los artículos 47, fracción II, de la Ley Federal sobre Metrología y Normalización; 22, fracción IX, del Reglamento Interior de la Secretaría de Economía, así como con lo dispuesto en la NMX-Z-013-SCFI-2015, y derivado de la revisión del presente comentario en reunión de Grupo de Trabajo: PRIMERO. En razón a que los procedimientos previstos en la Norma Mexicana NOM-B-80-1978 que se cita en el numeral que se comenta, no establecen cuáles son los criterios de aceptación para las pruebas mencionadas, se acordó aceptarlo parcialmente, quedando redactado como se muestra enseguida: "6.6.2 Calificación de procedimientos Los procedimientos de soldadura empleados en la fabricación del recipiente deben ser previamente calificados por medio de pruebas de resistencia a la tensión y doblez como se indica en el numeral 6.6.2.2 Los procedimientos de soldadura empleados en la fabricación deben de ser establecidos y registrados por el fabricante en un formato aplicable a la especificación de procedimiento de soldadura (EPS). | | | | | | | | Si algún cambio es hecho en el procedimiento de fabricación, la especificación de procedimiento de soldadura (EPS) debe ser revisada o corregida para mostrar dichos cambios, ciertos cambios en la especificación del procedimiento pueden requerir una recalificación como se establece en el numeral 6.6.2.1. Para la calificación del procedimiento de soldadura, se deben tomar y probar las probetas de los cordones de soldadura conforme se indica en la Figura 9.". SEGUNDO. Como consecuencia de la determinación anterior, con el propósito de otorgar certeza jurídica en relación con los procedimientos con que debe cumplir la calificación de los mismos y con el objeto de clarificar y cumplimentar lo establecido en los párrafos precedentes, se ordena la inclusión de los subnumerales siguientes, mismos que se integrarán a la Norma Oficial Mexicana como enseguida se señala: "6.6.2.2 Procedimientos de soldadura Los procedimientos de soldadura en probetas preparadas para pruebas de calificación deben cumplir los requisitos de la especificación del procedimiento indicados en el numeral 6.6.2.1. Para la calificación de procesos manuales, el recipiente o probeta debe soldarse manualmente. Para la calificación de procesos automáticos de soldadura, el recipiente o probeta debe soldarse en producción usando un equipamiento idéntico al de producción con respecto a la posición de trabajo, protección contra el calentamiento de partes, control automático de precalentamiento, alimentación, velocidad, corriente, oscilación, interrupción, velocidad de enfriamiento, entre otros. La calificación en equipos automáticos con características particulares de equipamiento no califica el proceso en otro tipo de equipo que carezca de cualquier elemento individual de control considerado en el primero. a) Material base Los materiales base para soldadura o la calificación de probetas de prueba deben ser del mismo grupo de aleación que los materiales de producción. El agrupamiento de los materiales para calificación de procedimiento mostrado en la tabla siguiente está hecha sobre la base de características de endurecimiento. Los materiales base de diferentes análisis dentro de un grupo pueden sustituirse por materiales que fueron usados en pruebas de calificación. | | | | | | | | | Clas
e
| Familia
de
aleació
n
| Carbon
o
C
| Manganeso
Mn
| Fósforo
P
| Azufr
e
S
| Columbio
Cb
| | I
| Acero
al
Carbon
o y
micro
aleado
| 0.25
| 1.00
| 0.045
| 0.05
| 0.04
| | | | | | | | | Los materiales de prueba usados para la calificación de soldaduras circunferenciales deben formarse al diámetro más pequeño del recipiente a ser calificado. Esto también califica diámetros mayores. El diámetro no es una consideración para soldaduras longitudinales o soldadura de aditamentos. El espesor del material de prueba debe estar entre el -20 % y +50 % del material a ser calificado. El material para calificación debe tener las mismas condiciones de tratamiento térmico antes de soldarlo, si el material de producción es tratado térmicamente después de soldar, el material de calificación debe tratarse en las mismas condiciones, antes de que se lleven a cabo las pruebas físicas. b) Posición de las soldaduras Las posiciones de soldadura utilizadas en la calificación de probetas de prueba y en la fabricación de recipientes debe restringirse a una posición plana y horizontal. c) Tipo, número y método de preparación de muestras · Tipo: se califica un procedimiento por cada tipo de junta a ser soldada en un tanque. · Número: las probetas de prueba deben tomarse de cada junta conforme a lo siguiente: | Tipo de junta
| Tipo de
prueba
requerida
| Propósito
de la
prueba
| Cantidad
de
probetas
| Método de
preparación,
prueba
requerida y
resultados de
la prueba
| | Juntas de
ranura
longitudinal a
tope (ranura)
| Tensión
(Transversal
a la
soldadura)
Doblez
guiado en
raíz
Doblez
guiado en
cara
| Resistencia
Sanidad
Sanidad
| 2
2
2
| Ver 12.2.2
Ver 12.2.6
Ver 12.2.6
| | Junta
circunferencia
l en traslape o
engargolada a
tope
| Doblez
guiado en
raíz, ver
NOTA 1
| Sanidad
| 2
| Ver 12.2.6
| | Aditamentos
soldados en
partes a
presión (filete)
| Fractura de
raíz, ver
NOTA 2
| Sanidad
| 2
| Ver 12.2.7
| | Soldadura de
coples (filete)
| Macro
ataque
| Sanidad
| 2
| Ver 12.2.8
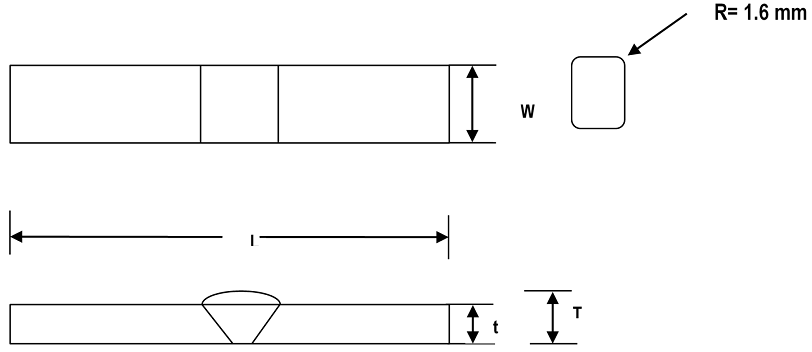
| | NOTA 1: Esta prueba puede ser sustituida por radiografiado. NOTA 2: Si la probeta de prueba no se fractura, debe efectuarse una prueba de macro-ataque | ..." | | | | | | | | TERCERO. Como consecuencia de la inclusión del numeral anterior y con el propósito de brindar certeza jurídica a los particulares sobre los métodos de prueba referidos en la tabla precedente, se ordena la inclusión de los métodos que fueron determinados con los numerales 12.2.6, 12.2.7 y 12.2.8, para quedar redactados como se muestra a continuación: "12.2.6 Prueba de Doblez Guiado 12.2.6.1 Método de preparación a) Juntas a Tope (doblez de raíz y doblez de cara) La probeta debe ser preparada de acuerdo con la Figura 17. La probeta debe de ser enderezada. Figura 17 - (Ver ANEXO 2)
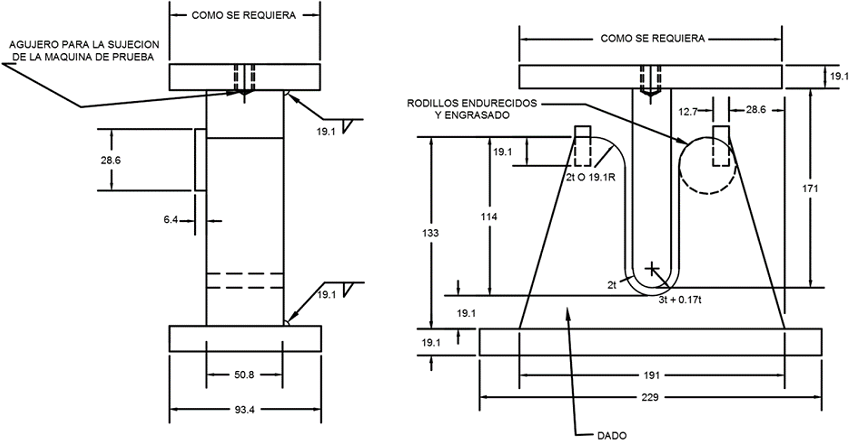
b) Juntas de traslape o de engargolado (doblez de raíz) Una probeta de soldadura transversal debe prepararse con el refuerzo de soldadura removido. Para las juntas a tope de engargolado que van a ser probadas sobre el dispositivo estandarizado para la prueba de doblez guiado, el material base del engargolado debe ser retirado al ras de la raíz de la soldadura para obtener la configuración mostrada en la figura para probeta de doblez guiado. La probeta debe de ser enderezada. 12.2.6.2 Método de prueba a) Juntas a tope La probeta debe ser probada en un dispositivo de prueba estandarizado como se muestra en la Figura 18 o en un dispositivo de prueba para doblez guiado alternante como se muestra en la Figura 19. Los métodos de prueba representativos para la prueba de doblez alternante se muestran en los croquis A, B, C y D de la Figura 20. Figura 18 - (Ver ANEXO 3)
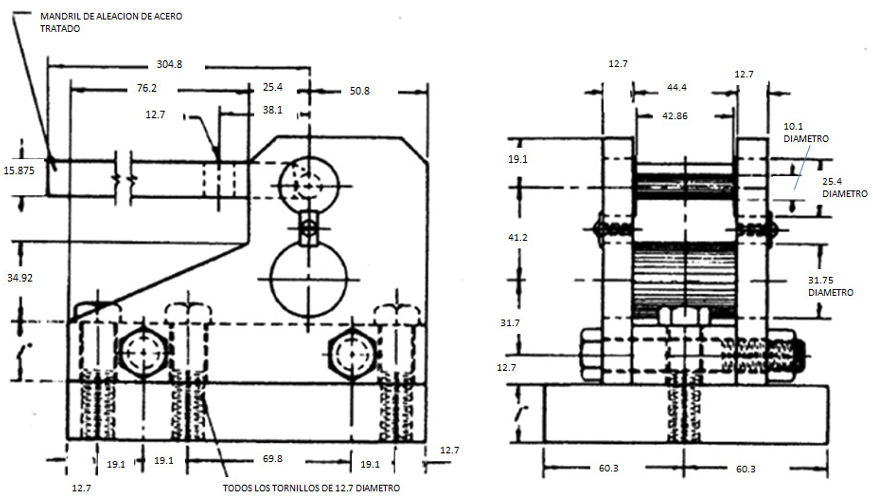
NOTA: Para dimensiones y tolerancias aplique la Tabla 10. Cuando se realice la prueba en el dispositivo estandarizado de doblez guiado, la probeta debe ser colocada en el dispositivo con la soldadura centrada entre los rodillos de los hombros del dispositivo. Las probetas de doblez de cara deben ser colocadas con la cara de soldadura hacia la abertura entre los hombros del dispositivo, de tal manera que posterior a la prueba, la cara de la soldadura se encuentre en la zona convexa de la probeta, las probetas de raíz deben seguir el mismo procedimiento asegurándose que la raíz de la soldadura quede en la zona convexa de la probeta después de la prueba. La probeta debe ser forzada hacia adentro del dispositivo aplicando carga sobre el émbolo de prueba hasta que la curvatura de la probeta sea tal que no se pueda insertar un alambre de 0.794 mm entre el dispositivo y la probeta. Cuando se realice la prueba con el dispositivo de doblez alternante, la probeta debe doblarse transversal a la soldadura tal como se muestra en los croquis C y D de la Figura 20. La probeta de prueba de doblez de cara debe colocarse con la cara de la soldadura dirigida hacia la parte exterior del dispositivo y la probeta de doblez de raíz debe colocarse con la raíz de la soldadura dirigida hacia la parte exterior del dispositivo. En cualquier caso, la zona a evaluar debe quedar en la zona convexa de la muestra después de la prueba. La probeta debe doblarse completamente alrededor del rodillo del dispositivo. | | | | | | | | Figura 19 - (Ver ANEXO 4)
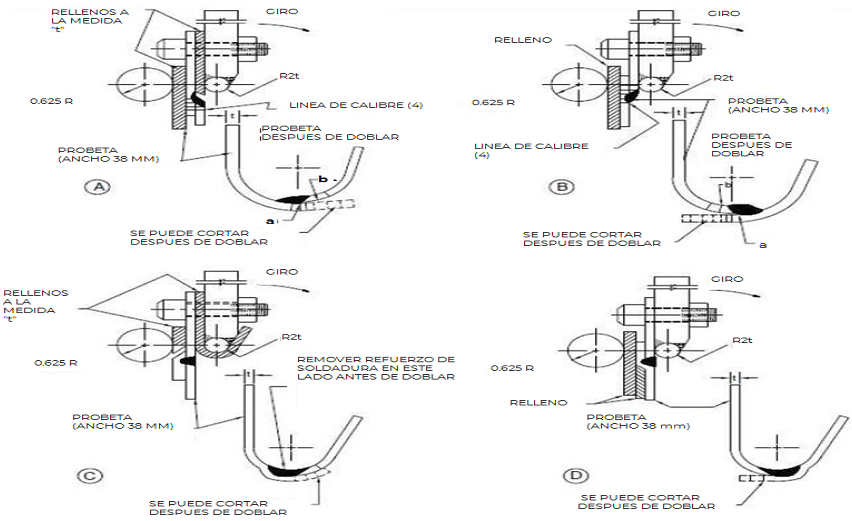
b) Juntas de traslape La probeta debe ser probada en un dispositivo de doblez alternante (ver Figura 19). La probeta debe ser doblada transversal a la soldadura tal como se muestra en los croquis A y B de la Figura 20 y debe cumplir con los requerimientos de elongación de la especificación aplicable. c) Junta de engargolado La probeta puede ser probada en el dispositivo estandarizado para doblez guiado (ver Figura 18) o en el dispositivo estandarizado de doblez alternante (ver Figura 19). Cuando sea probado en el dispositivo estandarizado para doblez guiado, la probeta debe colocarse con la raíz de la soldadura dirigida hacia la abertura entre los hombros del dispositivo. La probeta debe ser forzada hacia adentro del dispositivo aplicando carga sobre el émbolo de prueba hasta que la curvatura de la probeta sea tal que no se pueda insertar un alambre de 0.794 mm entre el dispositivo y la probeta. Cuando se pruebe en un dispositivo de doblez alternante debe ser transversal a la soldadura tal como se muestra en los croquis C o D de la Figura 20. Figura 20 - (Ver ANEXO 5)
12.2.6.3. Criterios de aceptación a) Juntas a tope La superficie convexa de la probeta debe ser examinada para detectar la aparición de fracturas u otros defectos abiertos. Cualquier probeta que muestre fracturas u otros defectos que excedan de 3.18 mm medido en cualquier dirección después del doblez, debe ser considerado como rechazado. Fracturas que ocurran en las esquinas de las probetas durante la prueba no deben ser consideradas en este criterio, a menos que se muestre evidencia definitiva de que son resultado de inclusiones de escoria u otros defectos internos. La evidencia de defectos ocurridos derivados de discontinuidades de la soldadura requerirá la prueba de dos cilindros adicionales del mismo lote. Si cualquiera de los dos cilindros adicionales falla se considera el lote rechazado. b) Juntas de traslape o de engargolado La soldadura debe examinarse para detectar la aparición de fracturas u otros defectos abiertos. Cualquier probeta que muestre fracturas u otros defectos que excedan de 3.18 mm medido en cualquier dirección después del doblez, debe ser considerado como rechazado. Fracturas que ocurran en las esquinas de las probetas durante la prueba no deben ser consideradas en este criterio, a menos que se muestre evidencia definitiva de que son resultado de inclusiones de escoria u otros defectos internos. La evidencia de defectos ocurridos derivados de discontinuidades de la soldadura requerirá la prueba de dos cilindros adicionales del mismo lote. Si cualquiera de los dos cilindros adicionales falla se considera el lote rechazado. | | | | | | | | 12.2.7 Prueba de fractura a la raíz a) Método de preparación La probeta debe ser preparada de tal manera que contenga al menos 25.4 mm de soldadura y cuando sea posible debe incluir 76.2 mm de metal base a cada lado. b) Método de prueba La probeta debe fracturarse en la raíz de la junta soldada por medios adecuados. Si la probeta no se fractura en la raíz de la junta soldada, se puede sustituir por la prueba de macro-ataque. c) Criterios de aceptación La examinación de la superficie de la soldadura fracturada no debe mostrar fracturas ni faltas de fusión. La porosidad e inclusiones de escoria son aceptables cuando: i. El ancho de cualquier inclusión de escoria paralela a la superficie de la placa de la probeta no es mayor a un medio del ancho de la soldadura donde se encuentre ubicada la inclusión de escoria; ii. El espesor total de todas las inclusiones de escoria no es mayor al 10 % del espesor de la placa, en cualquier plano en un ángulo aproximadamente recto a la superficie de la placa; o, iii. Existan porosidades que no excedan en su dimensión mayor al 10 % del espesor de la placa y cuando no existan más de seis poros de esa dimensión máxima en un área de 6.5 cm2, de soldadura. 12.2.8 Prueba de macro-ataque 12.2.8.1 Método de preparación a) Juntas La probeta debe ser preparada para contener al menos 38.1 mm de metal base a cada lado del centro de la junta soldada. La probeta debe ser cortada en la dirección de la longitud de la soldadura. b) Coples y Parches La probeta debe ser preparada por corte del cople o parche a través de su centro. La probeta debe extenderse hacia el metal base 12.7 mm mínimo de cada lado de la soldadura. La probeta puede ser cortada en dos partes iguales para facilitar su manipulación. c) Accesorios La probeta debe prepararse mediante un corte en ángulo recto en una sección de la junta soldada. Esta debe incluir al menos 12.7 mm del material base a cada lado de la junta soldada y 25.4 mm del material del accesorio. La sección a través de la junta debe ser preparada y macro-atacada con un reactivo adecuado para mostrar debidamente el contorno de la soldadura. d) Criterios de aceptación La soldadura de la probeta macro-atacada debe ser examinada visualmente para verificar la penetración en la raíz y la fusión en ambos miembros de la soldadura. El contorno de la soldadura debe ser evaluado. Para juntas, coples y accesorio, el contorno de la soldadura debe ser convexo o plano. El tamaño de la junta debe ser dimensionado para determinar el cumplimiento con los requerimientos de diseño. | | | | | | | | Tabla 10 - Tolerancias para los ensayos de doblez | Tabla de Tolerancias
| | Fracción
| ±1.6 mm
| | Decimal
| ±0.30 mm
| | Grados (angular)
| ± 1 Grado
| ..." | | 13
| Arcosa
Industries de
México
| 6. Recipientes de
acero al carbono y
acero microaleado
(Clase I)
| 6.6.3 Calificación de soldadores Los soldadores y operadores de máquinas de soldar que se empleen en el proceso de soldadura del recipiente deben ser calificados mediante pruebas de doblez o con macro-ataque, según corresponda, como se indica en el numeral 12.2.3, o mediante prueba de radiografiado efectuada como se indica en el numeral 12.2.4. ... | 6.6.3 Calificación de soldadores Los soldadores y operadores de máquinas de soldar que se empleen en el proceso de soldadura del recipiente deben ser calificados mediante pruebas de doblez o con macro-ataque, según corresponda, como se indica en el numeral 12.2.3, o mediante prueba de radiografiado efectuada como se indica en el numeral 12.2.4. | Se requiere hacer referencia al estándar CGA C-3, dado que la NMX-H-007-1978 no cuenta con los criterios de evaluación suficientes para las pruebas. | Con fundamento en los artículos 47 fracciones II y III y 64 de la Ley Federal sobre Metrología y Normalización y 33 de su Reglamento, el CCONNSE analizó el comentario y acordó aceptarlo parcialmente, quedando como sigue: "6.6.3 Calificación de soldadores Los soldadores y operadores de máquinas de soldar que se empleen en el proceso de soldadura del recipiente, deben ser calificados mediante pruebas de doblez o con macro-ataque, según corresponda, como se indica en el numeral 12.2.3 o mediante prueba de radiografiado efectuada como se indica en el numeral 12.2.4. Para la calificación de soldadores y operadores de máquinas de soldar, se deben tomar y probar las probetas de los cordones de soldadura conforme a lo siguiente: | | | | | | Tipo de junta
| Tipo de
prueba
requerida
| Propósit
o de la
prueba
| Cantidad
de
probetas
| Método de prueba
| | Junta
longitudinal a
tope (ranura)
| Doblez guiado
a la raíz (*)
Doblez guiado
a la cara (*)
| Sanidad
Sanidad
| 2
2
| NMX-H-007-1978
NMX-H-007-1978
| | Junta
circunferencia
l con
bayoneta
(ranura)
| Doblez guiado
a la raíz (*)
| Sanidad
| 2
| NMX-H-007-1978
| | Soldadura de
aditamentos
sobre partes
sujetas a
presión
(filete)
| Ruptura a la
raíz (**)
| Sanidad
| 2
| NMX-H-007-1978
| | Soldadura de
coples
(filete)
| Macro-ataque
| Sanidad
| 2
| --
| | NOTAS:
(*) Esta prueba puede ser substituida por radiografiado.
(**) Si la probeta de prueba no se fractura, debe efectuarse una prueba de macro-
ataque.
| | | Tipo de junta
| Tipo de prueba
requerida
| Propósito
de la
prueba
| Cantidad
de
probetas
| Método
de
prueba
| | Junta longitudinal a
tope (ranura)
| Doblez guiado a
la raíz (*)
Doblez guiado a
la cara (*)
| Sanidad
Sanidad
| 2
2
| CGA C3
| | Junta
circunferencial con
bayoneta (ranura)
| Doblez guiado a
la raíz (*)
| Sanidad
| 2
| CGA C3
| | Soldadura de
aditamentos sobre
partes sujetas a
presión (filete)
| Ruptura a la raíz
(**)
| Sanidad
| 2
| CGA C3
| | Soldadura de
coples
(filete)
| Macro-ataque
| Sanidad
| 2
| CGA C3
| | NOTAS:
(*) Esta prueba puede ser substituida por radiografiado.
(**) Si la probeta de prueba no se fractura, debe efectuarse una prueba de
macro-ataque.
| | | | Tipo de junta
| Tipo de prueba
requerida
| Propósito de
la prueba
| Cantidad
de
probetas
| Método de
prueba
| | Junta
longitudinal a
tope (ranura)
| Doblez guiado a
la raíz (1)
Doblez guiado a
la cara (1)
| Sanidad
Sanidad
| 2
2
| Ver 12.2.6
| | Junta
circunferencial
con bayoneta
(ranura)
| Doblez guiado a
la raíz (1)
| Sanidad
| 2
| Ver 12.2.6
| | Soldadura de
aditamentos
sobre partes
sujetas a presión
(filete)
| Ruptura a la raíz
(2)
| Sanidad
| 2
| Ver 12.2.7
| | Soldadura de
coples
(filete)
| Macro-ataque
| Sanidad
| 2
| Ver 12.2.8
| | NOTA 1: Esta prueba puede ser sustituida por radiografiado.
NOTA 2: Si la probeta de prueba no se fractura, debe efectuarse una prueba de
macro-ataque.
| ..." | | 14
| ASEA
| 6. Recipientes de
acero al carbono y
acero microaleado
(Clase I)
| 6.7.2 Pintura Los recipientes deben cubrirse en su totalidad con una capa de pintura en polvo horneable, tipo poliéster, aplicada electrostáticamente, con espesores de 50 a 200 micrómetros, incluyendo los interiores del cuello protector y de la base de sustentación, dando una resistencia mínima al intemperismo de 350 h a la luz ultravioleta y de 350 h a la en niebla salina, como se establece en el método de prueba señalado en el numeral 12.3.1. | 6.7.2 Pintura Los recipientes deben cubrirse en su totalidad con una capa de pintura en polvo horneable, tipo poliéster, aplicada electrostáticamente, con espesores de 50 a 200 micrómetros, incluyendo los interiores del cuello protector y de la base de sustentación, dando una resistencia mínima al intemperismo de 350 h a la luz ultravioleta y de 350 h a la en niebla salina, como se establece en el método de prueba señalado en el numeral 12.3.1. | Modificar la redacción del numeral 12.3.1.a). ii. ya que la norma a que hace referencia ya fue cancelada. El argumento para la cancelación de esa norma mexicana fue que ya no era empleada por la industria, la metodología descrita era obsoleta y no cumplía las necesidades del sector. Referencia: - AVISO de consulta pública sobre la cancelación de las normas mexicanas que se indican, publicado en el DOF el 03/02/2012. DECLARATORIA de Cancelación de las normas mexicanas publicada en el DOF el 28/07/2014. BIBLIOGRAFÍA ASTM G154 16, Standard Practice for Operating Fluorescent Ultraviolet (UV) Lamp Apparatus for Exposure of Nonmetallic Materials. | Con fundamento en los artículos 47 fracciones II y III y 64 de la Ley Federal sobre Metrología y Normalización y 33 de su Reglamento, el CCONNSE analizó el comentario y acordó rechazarlo, en razón a que si bien la Norma referida en el numeral 12.3.1.a) misma que aplica al numeral que se comenta, fue cancelada, dicha mención se actualizará de conformidad con el apartado 2, Referencias Normativas. | | 15
| ASEA
| 8. Recipientes de
materiales
compuestos (Clase
III)
| 8.2.1.1 Medio cople ... La parte superior puede ser cónica o cilíndrica. El medio cople debe contar con un orificio concéntrico que presente una rosca hembra cónica para cuerda macho tipo NPT, y estar ubicado en el centro superior del recipiente o del forro, según sea el caso. Adicionalmente, se permite el uso de cuerdas rectas de acuerdo a las especificaciones y recomendaciones del fabricante, siempre que el medio cople sea compatible con la rosca correspondiente de las válvulas a que se refiere la Norma Mexicana NMX-X-042-SCFI-2009 conforme al numeral 10 del presente Proyecto de Norma Oficial Mexicana. | 8.2.1.1 Medio cople ... La parte superior puede ser cónica o cilíndrica. El medio cople debe contar con un orificio concéntrico que presente una rosca hembra cónica para cuerda macho tipo NPT, y estar ubicado en el centro superior del recipiente o del forro, según sea el caso. Adicionalmente, se permite el uso de cuerdas rectas de acuerdo a las especificaciones y recomendaciones del fabricante, siempre que el medio cople sea compatible con la rosca correspondiente de las válvulas a que se refiere la Norma Mexicana NMX-X-042-SCFI-2010 conforme al numeral 10 del presente Proyecto de Norma Oficial Mexicana. | Cambiar la referencia normativa de la especificación por la norma mexicana vigente: NMX-X-042-SCFI-2010 | Con fundamento en los artículos 47 fracciones II y III y 64 de la Ley Federal sobre Metrología y Normalización y 33 de su Reglamento, el CCONNSE analizó el comentario y se acordó aceptarlo parcialmente quedando el presente numeral como sigue: "8.2.1.1 Medio cople [...] La parte superior puede ser cónica o cilíndrica. El medio cople debe contar con un orificio concéntrico que presente una rosca hembra cónica para cuerda macho tipo NPT, y estar ubicado en el centro superior del recipiente o del forro, según sea el caso. Adicionalmente, se permite el uso de cuerdas rectas de acuerdo a las especificaciones y recomendaciones del fabricante, siempre que el medio cople sea compatible con la rosca correspondiente de las válvulas a que se refiere la Norma Oficial Mexicana NOM-197-SCFI-2017 conforme al capítulo 10 de la presente Norma Oficial Mexicana." | | 16
| Luis Alberto
Ruiz del
Ángel
| 8. Recipientes de
materiales
compuestos (Clase
III)
| N/A
| N/A
| En el numeral 8.2.1.1 la Referencia Normativa señalada en el segundo párrafo, se encuentra incorrecta, por lo que se propone realizar los ajustes correspondientes | Con fundamento en los artículos 47 fracciones II y III y 64 de la Ley Federal sobre Metrología y Normalización y 33 de su Reglamento, el CCONNSE analizó el comentario y se acordó aceptarlo parcialmente quedando el presente numeral como sigue: "8.2.1.1 Medio cople [...] La parte superior puede ser cónica o cilíndrica. El medio cople debe contar con un orificio concéntrico que presente una rosca hembra cónica para cuerda macho tipo NPT, y estar ubicado en el centro superior del recipiente o del forro, según sea el caso. Adicionalmente, se permite el uso de cuerdas rectas de acuerdo a las especificaciones y recomendaciones del fabricante, siempre que el medio cople sea compatible con la rosca correspondiente de las válvulas a que se refiere la Norma Oficial Mexicana NOM-197-SCFI-2017 conforme al capítulo 10 de la presente Norma Oficial Mexicana." | | 17
| ASEA
| 9. Marcado
| 9.3 Aspectos de comunicación de peligros, manejo y uso seguro. Cuando los recipientes se pongan a la venta directa al público, los comercializadores de los recipientes desmontables deben cumplir con la información de la NOM-050-SCFI-2004 o aquella que la modifique, cancele o sustituya. | 9.3 Aspectos de comunicación de peligros, manejo y uso seguro. Cuando los recipientes se pongan a la venta directa al público, los comercializadores de los recipientes portátiles y/o transportables sujetos a presión deben cumplir con la información de la NOM-050-SCFI-2004 o aquella que la modifique, cancele o sustituya. | Aun cuando los requisitos de diseño establecidos en la norma vigente, permiten que los recipientes cuenten con las características mecánicas para contener el Gas Licuado de Petróleo; al ser este un material peligroso que se ofrece al público como un bien de consumo final, se requieren observar medidas de prevención (que incluya los aspectos de administración de riesgos) para su almacenamiento y manejo; por lo cual se hace necesario que tanto el establecimiento de venta al público como el usuario final, tengan acceso a la información de los peligros del producto que contendrá y de las medidas de seguridad que se deben adoptar. Por lo cual se proponen las siguientes modificaciones para establecer los requisitos de seguridad. Referencias: NMX-R-019-SCFI-2011, Sistema armonizado de clasificación y comunicación de peligros de los productos químicos. NOM-018-STPS-2015, Sistema armonizado para la identificación y comunicación de peligros y riesgos por sustancias químicas peligrosas en los centros de trabajo. NOM-002-SCFI-2011, Productos preenvasados-Contenido neto-Tolerancias y métodos de verificación. NOM-050-SCFI-2004, Información comercial-Etiquetado general de productos. SISTEMA GLOBALMENTE ARMONIZADO DE CLASIFICACIÓN Y ETIQUETADO DE SUSTANCIAS PELIGROSAS. 4ª. Edición, Naciones Unidas. 2011 | Con fundamento en los artículos 47 fracciones II y III y 64 de la Ley Federal sobre Metrología y Normalización y 33 de su Reglamento, el CCONNSE analizó el comentario y acordó lo siguiente: PRIMERO. Derivado de la revisión del comentario recibido a este numeral en reunión de Grupo de Trabajo, se determinó que el mismo debe rechazarse toda vez que en la presente Norma Oficial Mexicana se establecen las especificaciones técnicas mínimas de diseño, de seguridad y los métodos de prueba con que deben cumplir los recipientes transportables y portátiles de Gas Licuado de Petróleo al momento de su fabricación, no así las relativas a la comercialización (venta directa al público) de los mismos. SEGUNDO. En virtud de lo anterior, y toda vez que el numeral 9.3 no resulta aplicable a la presente Norma Oficial Mexicana, se acordó eliminarlo. | | 18
| ASEA
| 10. Válvula de
servicio
| 10. Válvula de servicio ... ... La comprobación de las especificaciones de la válvula de servicio, se hará mediante certificado en el que se ostente el cumplimiento de la Norma Mexicana NMX-X-042-SCFI-2009, en términos de lo dispuesto en el PEC del presente Proyecto de Norma Oficial Mexicana. | 10. Válvula de servicio ... ... La comprobación de las especificaciones de la válvula de servicio se hará mediante certificado en el que se ostente el cumplimiento de la Norma Mexicana NMX-X-042-SCFI-2010, en términos de lo dispuesto en el PEC del presente Proyecto de Norma Oficial Mexicana. | Cambiar la referencia normativa de la especificación por la norma mexicana vigente: NMX-X-042-SCFI-2010 | Con fundamento en los artículos 47 fracciones II y III y 64 de la Ley Federal sobre Metrología y Normalización y 33 de su Reglamento, el CCONNSE analizó el comentario y acordó aceptar el comentario, quedando redactado como se muestra enseguida: "10. Válvula de servicio [...] La comprobación de las especificaciones de la válvula de servicio se hará mediante certificado en el que se ostente el cumplimiento de la Norma Oficial Mexicana NOM-197-SCFI-2017, en términos de lo dispuesto en el PEC de la presente Norma Oficial Mexicana" | | 19
| ASEA
| 11. Muestro
| 11. Muestro ... ... En caso de requerirse llevar a cabo una verificación en términos de lo dispuesto en la Ley Federal sobre Metrología y Normalización, las muestras de recipientes podrán obtenerse a partir de lo dispuesto en la Tabla 9, o en su caso, determinarse de acuerdo con las disposiciones previstas en la Norma Mexicana NMX-Z-012-1987. | 11. Muestro ... ... En caso de requerirse llevar a cabo una verificación en términos de lo dispuesto en la Ley Federal sobre Metrología y Normalización, las muestras de recipientes podrán obtenerse a partir de lo dispuesto en la Tabla 9, o en su caso, determinarse de acuerdo con las disposiciones previstas en las normas mexicanas NMX-Z-012-1-1987, NMX-Z-012-2-1987 y NMX-Z-012-3-1987. | Complementar la redacción para ser más específicos en las referencias normativas aplicables al método de muestreo, sus aplicaciones, tablas y gráficas y regla de cálculo. | Con fundamento en los artículos 47 fracciones II y III y 64 de la Ley Federal sobre Metrología y Normalización y 33 de su Reglamento, el CCONNSE analizó el comentario y acordó aceptarlo parcialmente para quedar como sigue: "11. Muestreo [...] En caso de requerirse llevar a cabo una verificación en términos de lo dispuesto en la Ley Federal sobre Metrología y Normalización, las muestras de recipientes podrán obtenerse a partir de lo dispuesto en la Tabla 9, o en su caso, determinarse de acuerdo con las disposiciones previstas en las Normas Mexicanas NMX-Z-012-1-1987, NMX-Z-012-2-1987 y NMX-Z-012-3-1987." | | 20
| Arcosa
Industries de
México
| 12. Métodos de
prueba
| 12.2.2 Prueba de resistencia a la tensión en soldaduras a) Aparatos y/o equipo · Máquina de ensayos universales para pruebas de tensión. b) Procedimiento i. Se corta una muestra del recipiente, debiendo tomarse sobre el cordón de soldadura longitudinal, en caso de recipientes con sección cilíndrica y casquetes, o sobre el cordón de soldadura circunferencial, en caso de recipientes fabricados a partir de dos semicápsulas. ii. Posteriormente, se preparan y prueban las muestras obtenidas de acuerdo a lo indicado en la Norma Mexicana NMX-H-007-1978. iii. Para la preparación de probetas se debe considerar el tipo de soldaduras utilizadas en la fabricación del recipiente (ver Figura 9). c) Criterios de aceptación La muestra es aceptada si la resistencia a la tensión de la soldadura es, cuando menos, la misma del material base utilizado para la fabricación del recipiente. En caso de que por alguna causa falla la prueba o si existe evidencia de que la falla se debió a discontinuidades en la soldadura, deberán tomarse dos recipientes adicionales. Si de esta segunda muestra falla alguna, el lote deberá de ser rechazado. | 12.2.2 Prueba de resistencia a la tensión en soldaduras a) Aparatos y/o equipo · Máquina de ensayos universales para pruebas de tensión. b) Procedimiento i. Se corta una muestra del recipiente, debiendo tomarse sobre el cordón de soldadura longitudinal, en caso de recipientes con sección cilíndrica y casquetes, o sobre el cordón de soldadura circunferencial, en caso de recipientes fabricados a partir de dos semicápsulas. ii. Posteriormente, se preparan y prueban las muestras obtenidas de acuerdo a lo indicado en el documento CGA C3 iii. Para la preparación de probetas se debe considerar el tipo de soldaduras utilizadas en la fabricación del recipiente (ver Figura 9). c) Criterios de aceptación La muestra es aceptada si la resistencia a la tensión de la soldadura es, cuando menos, la misma del material base utilizado para la fabricación del recipiente. En caso de que por alguna causa falla la prueba o si existe evidencia de que la falla se debió a discontinuidades en la soldadura, deberán tomarse dos recipientes adicionales. Si de esta segunda muestra falla alguna, el lote deberá de ser rechazado. | Se requiere hacer referencia a Normas o estándares internacionales que SI permitan realizar los ensayos a los recipientes fabricados bajo esta referencia. CGA C3 | Con fundamento en los artículos 47 fracciones II y III y 64 de la Ley Federal sobre Metrología y Normalización y 33 de su Reglamento, el CCONNSE analizó el comentario y acordó rechazarlo, en razón a que en la Norma Mexicana citada, sí se establece como obtener la probeta de prueba. | | 21
| Arcosa
Industries de
México
| 12. Métodos de
prueba
| 12.2.3 Prueba de doblez a) Aparatos y/o equipo Prensa con dispositivo para doblez o máquina universal para ensayos. b) Procedimiento i. Se corta una muestra del mismo recipiente utilizado para la prueba descrita en el numeral 12.2.2, debiendo tomarse sobre el cordón de soldadura longitudinal, en caso de recipientes con sección cilíndrica y casquetes, o sobre el cordón de soldadura circunferencial, en caso de recipientes fabricados a partir de dos semicápsulas. ii. Posteriormente, se preparan y prueban las muestras obtenidas de acuerdo a lo indicado en la Norma Mexicana NMX-H-007-1978. iii. Para la preparación de probetas se debe considerar el tipo de soldaduras utilizadas en la fabricación del recipiente (ver Figura 9). c) Criterios de aceptación Los descritos en la correspondiente prueba de doblado señalada en la Norma Mexicana NMX-H-007-1978. | 12.2.3 Prueba de doblez a) Aparatos y/o equipo Prensa con dispositivo para doblez o máquina universal para ensayos. b) Procedimiento i. Se corta una muestra del mismo recipiente utilizado para la prueba descrita en el numeral 12.2.2, debiendo tomarse sobre el cordón de soldadura longitudinal, en caso de recipientes con sección cilíndrica y casquetes, o sobre el cordón de soldadura circunferencial, en caso de recipientes fabricados a partir de dos semicápsulas. ii. Posteriormente, se preparan y prueban las muestras obtenidas de acuerdo a lo indicado en el documento CGA C3 iii. Para la preparación de probetas se debe considerar el tipo de soldaduras utilizadas en la fabricación del recipiente (ver Figura 9). c) Criterios de aceptación Los descritos en la correspondiente prueba de doblado señalada en el documento CGA C3 | Ø No se cuentan con criterios para la evaluación de los resultados de la prueba en la Norma Mexicana NMX-H-007-1978. Ø No se cuentan con criterios para la evaluación de los resultados de la prueba en la referencia para la fabricación de los recipientes. Ø Por lo tanto, no se cuenta con criterios para la evaluación de las indicaciones mostradas en la probeta ensayada. Para el dispositivo usado por nosotros de acuerdo a la Norma Mexicana NMX-H-007-1978 indica: 5.2.1.2 Procedimiento Las probetas de doblado guiado deben doblarse en dispositivos que concuerden sustancialmente con las figuras 10, 11, 12 ó 13 (véase figura 14, 15 y la Tabla 1 para detalles de construcción). Los radios del mandril que se usen para el doblado pueden obtenerse del nomograma de la figura 16, usando el espesor de la probeta y los requisitos mínimos de alargamiento en la prueba de tensión del metal de aporte del material concerniente. Si no hay requisitos en las pruebas de tensión del metal de aporte o si el alargamiento del metal base es menor que el metal de aporte entonces debe usarse el alargamiento especificado para el metal base de menor ductilidad. El dispositivo usado en el laboratorio es el mostrado en la figura 12 de la Norma Mexicana NMX-H-007-1978., para el radio de doblez indica que puede ser seleccionado del monograma de la figura 16. Al realizar la selección en el monograma de acuerdo al espesor y el porcentaje requerido de elongación usado para la fabricación de nuestros recipiente, el resultado es por debajo de cero | Con fundamento en los artículos 47 fracciones II y III y 64 de la Ley Federal sobre Metrología y Normalización y 33 de su Reglamento, el CCONNSE analizó el comentario y acordó aceptarlo parcialmente, quedando el numeral que se comenta como se muestra a continuación: "12.2.3 Prueba de doblez a) Aparatos y/o equipo · Prensa con dispositivo para doblez o máquina universal para ensayos. b) Procedimiento i. Se corta una muestra del mismo recipiente utilizado para la prueba descrita en el numeral 12.2.2, debiendo tomarse sobre el cordón de soldadura longitudinal, en caso de recipientes con sección cilíndrica y casquetes, o sobre el cordón de soldadura circunferencial, en caso de recipientes fabricados a partir de dos semicápsulas. ii. Posteriormente, se preparan y prueban las probetas obtenidas de acuerdo con lo indicado en el numeral 12.2.6 iii. Para la preparación de probetas deben considerarse el tipo de soldaduras utilizadas en la fabricación del recipiente (ver Figura 9). c) Criterios de aceptación Los descritos en la correspondiente prueba de doblado señalada en el numeral 12.2.6.3." | | 22
| Arcosa
Industries de
México
| 12. Métodos de
prueba
| 12.2.4 Prueba de radiografiado ... c) Criterios de aceptación Las soldaduras mostradas en radiografías no serán aceptables si presentan cualquiera de las siguientes imperfecciones: i. Zonas con falta de fusión o penetración; ii. Cualquier tipo de fractura o rotura; iii. Porosidad de la soldadura (cavidades o inclusión de escoria) sin considerar refuerzos, si la longitud de la imperfección más larga dentro del conjunto es mayor que 1/3 del grosor de la soldadura. El grosor de la soldadura incluye refuerzos que están limitados por 1.6 mm o la mitad del grosor de la lámina soldada, lo que resulte menor; iv. Cualquier grupo de inclusión de escoria o cavidades en línea que, en conjunto, sean mayores que el grosor de la soldadura por una longitud de 12 veces dicho grosor, excepto cuando la distancia entre las imperfecciones sucesivas exceda de 6 veces la longitud de la imperfección más larga dentro del conjunto; o v. Cualquier grupo de inclusión de escoria o cavidades que existan en el refuerzo de la soldadura con roturas hacia la superficie. | 12.2.4 Prueba de radiografiado ... C) Criterios de aceptación Las soldaduras mostradas en radiografías no serán aceptables si presentan cualquiera de las siguientes imperfecciones: i. Zonas con falta de fusión o penetración; ii. Cualquier tipo de fractura o rotura; iii. Cualquier inclusión de escoria alargada en la soldadura, no incluyendo los refuerzos, si la longitud de la discontinuidad es mayor que 1/3 T, donde T es el espesor de la soldadura (el espesor de la soldadura incluye el refuerzo máximo permisible de la soldadura de acuerdo con esta norma; ver punto 6.6.4, inciso b.). iv. Cualquier grupo de inclusiones de escoria o cavidades en línea que tengan una longitud agregada mayor que T dentro de una longitud de 12 veces T. Las agrupaciones de las imperfecciones se definen como aquellos en los que la distancia entre las imperfecciones sucesivas no excede seis veces la longitud de la imperfección más larga. Nota: Una indicación alargada se define como aquella indicación que tiene una longitud mayor a tres veces su ancho. 12.2.4.3.2 Para indicaciones redondeadas se aplican los siguientes criterios de evaluación: i. El tamaño máximo permisible de una indicación redondeada es de 1/3T donde T es el espesor de la soldadura. El espesor de la soldadura incluye el refuerzo de la soldadura, que se limita a 1.6 mm (1/16 in.) o la mitad del espesor de la placa que se está soldando, lo que sea menor. ii. Los diámetros acumulados permisibles de indicaciones redondeadas en línea, son aquellos que no tienen más de una longitud agregada de T, dentro de cualquier longitud de 12 veces T. Las indicaciones redondeadas relevantes deben estar separadas por al menos una distancia de T. iii. Indicaciones no relevantes son aquellas de tamaño tal, que no necesitan ser consideradas en la evaluación de aceptación o rechazo. Indicaciones menores a 0.8 mm (1/32 in.) de tamaño son consideradas no relevantes, excepto en la evaluación de grupos de porosidad. iv. Los grupos de porosidad que se componen de una combinación de indicaciones relevantes y no relevantes, o en su totalidad de indicaciones no relevantes son aceptables, siempre que haya menos de diez indicaciones aisladas en una longitud de 2T y la longitud total de las agrupaciones no excede 4T en una longitud de 152 mm (6 in.). v. Cualquier inclusión de escoria o cavidades que existan en el refuerzo de la soldadura abiertos hacia la superficie. Nota: Las indicaciones redondeadas son definidas como aquellas con una longitud menor que tres veces su ancho, y estas pueden ser circulares, elípticas o de forma cónica y pueden ser originadas por porosidad o inclusiones de escoria o tungsteno en la soldadura. | Se requiere revisar los criterios de aceptación de la inspección radiográfica para dar claridad en la interpretación, los criterios propuestos Si están conforme al estándar CGA C-3. | Con fundamento en los artículos 47 fracciones II y III y 64 de la Ley Federal sobre Metrología y Normalización y 33 de su Reglamento, el CCONNSE analizó el comentario y con el propósito de clarificar la interpretación a los criterios contenidos en la NOM, no son específicos ni están definidos en la Norma vigente ni el proyecto, por lo que, se acepta parcialmente el comentario para quedar redactado como sigue: 12.2.4 Prueba de radiografiado ... C) Criterios de aceptación Las soldaduras mostradas en radiografías no serán aceptables si presentan cualquiera de las siguientes imperfecciones: i. Zonas con falta de fusión o penetración; ii. Cualquier tipo de fractura o rotura; iii. Cualquier inclusión de escoria alargada en la soldadura, no incluyendo los refuerzos, si la longitud de la discontinuidad es mayor que 1/3 T, donde T es el espesor de la soldadura (el espesor de la soldadura incluye el refuerzo máximo permisible de la soldadura de acuerdo con esta NOM; ver numeral 6.6.4, inciso b.). iv. Cualquier grupo de inclusiones de escoria o cavidades en línea que tengan una longitud agregada mayor que T dentro de una longitud de 12 veces T. Las agrupaciones de las imperfecciones se definen como aquellos en los que la distancia entre las imperfecciones sucesivas no excede seis veces la longitud de la imperfección más larga. NOTA: Una indicación alargada se define como aquella indicación que tiene una longitud mayor a tres veces su ancho. Para indicaciones redondeadas se aplican los siguientes criterios de evaluación: a) El tamaño máximo permisible de una indicación redondeada es de 1/3 T donde T es el espesor de la soldadura. El espesor de la soldadura incluye el refuerzo de la soldadura, que se limita a 1.6 mm (1/16 in.) o la mitad del espesor de la placa que se está soldando, lo que sea menor. b)Los diámetros acumulados permisibles de indicaciones redondeadas en línea, son aquellos que no tienen más de una longitud agregada de T, dentro de cualquier longitud de 12 veces T. Las indicaciones redondeadas relevantes deben estar separadas por al menos una distancia de T. c) Indicaciones no relevantes son aquellas de tamaño tal, que no necesitan ser consideradas en la evaluación de aceptación o rechazo. Indicaciones menores a 0.8 mm (1/32 in.) de tamaño son consideradas no relevantes, excepto en la evaluación de grupos de porosidad. d)Los grupos de porosidad que se componen de una combinación de indicaciones relevantes y no relevantes, o en su totalidad de indicaciones no relevantes son aceptables, siempre que haya menos de diez indicaciones aisladas en una longitud de 2 T y la longitud total de las agrupaciones no excede 4 T en una longitud de 152 mm (6 in.). v. Cualquier inclusión de escoria o cavidades que existan en el refuerzo de la soldadura abiertos hacia la superficie. NOTA: Las indicaciones redondeadas son definidas como aquellas con una longitud menor que tres veces su ancho, y éstas pueden ser circulares, elípticas o de forma cónica y pueden ser originadas por porosidad o inclusiones de escoria o tungsteno en la soldadura | | | | | | Nota: Las indicaciones redondeadas son definidas como aquellas con una longitud menor que tres veces su ancho, y estas pueden ser circulares, elípticas o de forma cónica y pueden ser originadas por porosidad o inclusiones de escoria o tungsteno en la soldadura. | | | | 23
| ANCE
| 12. Métodos de
prueba
| 12.3.1 Pruebas de protección anti-corrosiva a) Procedimiento i. Para la prueba de corrosión por niebla salina, se estará a lo establecido en la Norma Mexicana NMX-D-122-1973, debiendo aplicarse un período de prueba mínimo de 350 h. | 12.3.1 Pruebas de protección anti-corrosiva a) Procedimiento i. Para la prueba de corrosión por niebla salina, se estará a lo establecido en la Norma Mexicana NMX-X-045-SCFI-2008, debiendo aplicarse un período de prueba mínimo de 350 h. | En seguimiento del comentario inmediato anterior, se sugiere hacer la referencia a la Norma Mexicana NMX-X-045-SCFI-2008 que es la aplicable para el sector gas. | Con fundamento en los artículos 47 fracciones II y III y 64 de la Ley Federal sobre Metrología y Normalización y 33 de su Reglamento, el CCONNSE analizó el comentario y acordó aceptarlo, quedando como sigue: "12.3.1 Pruebas de protección anti-corrosiva a) Procedimiento i. Para la prueba de corrosión por niebla salina, se estará a lo establecido en la Norma Mexicana NMX-X-045-SCFI-2008, debiendo aplicarse un período de prueba mínimo de 350 h. ..." | | 24
| ANCE
| 12. Métodos de
prueba
| 12.3.1 Pruebas de protección anti-corrosiva a) Procedimiento ... ii. Para la prueba de resistencia al intemperismo acelerado, se estará a lo establecido en la Norma Mexicana NMX-U-032-1980, debiendo aplicarse una prueba mínimo de 350 h. | 12.3.1 Pruebas de protección anti-corrosiva a) Procedimiento ... ii. Para la prueba de resistencia al intemperismo acelerado, se estará a lo establecido en la Norma Mexicana NMX-U-032-1980, debiendo aplicarse una prueba mínimo de 350 h. | Se sugiere eliminar la fracción ii, toda vez que método normalizado para la determinación de la resistencia al intemperismo acelerado. Por otra parte, resulta jurídicamente imposible hacer referencia a normas mexicanas canceladas. En 12.3.1, inciso a), fracción ii se hace referencia a la Norma Mexicana NMX-U-032-1980 y para dicha norma, existe publicación en el Diario Oficial de la Federación del 3 de febrero de 2012 de un aviso consulta pública sobre la cancelación y; la posterior Declaratoria de la cancelación de la norma publicada en el Diario Oficial de la Federación el 28 de julio del 2014, cuyos efectos entraron en vigor el 29 de julio de 2014. | Con fundamento en los artículos 47 fracciones II y III y 64 de la Ley Federal sobre Metrología y Normalización y 33 de su Reglamento, el CCONNSE analizó el comentario y acordó aceptarlo parcialmente en razón a que, existen regulaciones extranjeras específicas para esta prueba, como la ASTM D-1014-18, por lo que, el numeral que se comenta queda redactado como sigue: "12.3.1 Pruebas de protección anti-corrosiva El sistema de aplicación de pintura utilizado en recipientes de acero al carbón o de acero microaleado debe ser calificado mediante la aplicación de pruebas de corrosión por niebla salina. Ambas pruebas deben aplicarse a probetas rectangulares obtenidas a partir de la lámina con que sean fabricados los recipientes. a) Procedimiento i. Para la prueba de corrosión por niebla salina, se estará a lo establecido en la Norma Mexicana NMX-X-045-SCFI-2008, debiendo aplicarse un periodo de prueba mínimo de 350 h. ii. Para la prueba de resistencia al intemperismo acelerado, se estará a lo establecido en la ASTM D-1014-18. b) Criterios de aceptación La comprobación del cumplimiento con este numeral, se hará mediante el certificado en el que se ostente el cumplimiento de las Normas Mexicanas señaladas en i. y ii. del inciso a) en términos de lo dispuesto en el Procedimiento para la evaluación de la conformidad de la presente Norma Oficial Mexicana." Como consecuencia de la presente resolución, se ordena incluir la Norma Extranjera antes referida en el capítulo de Bibliografía. | | 25
| ASEA
| 12. Métodos de
prueba
| 12.3.1 Pruebas de protección anti-corrosiva El sistema de aplicación de pintura utilizado en recipientes de acero al carbón o de acero microaleado debe ser calificado mediante la aplicación de pruebas de corrosión por niebla salina, así como de resistencia al intemperismo acelerado. Ambas pruebas deben aplicarse a probetas rectangulares obtenidas a partir de la lámina con que sean fabricados los recipientes. a) Procedimiento i. Para la prueba de corrosión por niebla salina, se estará a lo establecido en la Norma Mexicana NMX-D-122-1973, debiendo aplicarse un periodo de prueba mínimo de 350 h. ii. Para la prueba de resistencia al intemperismo acelerado, se estará a lo establecido en la Norma Mexicana NMX-U-032-1980, debiendo aplicarse un periodo de prueba mínimo de 350 h. b) Criterios de aceptación ... | 12.3.1 Pruebas de protección anti-corrosiva El sistema de aplicación de pintura utilizado en recipientes de acero al carbón o de acero microaleado debe ser calificado mediante la aplicación de pruebas de corrosión por niebla salina, así como de resistencia al intemperismo acelerado. Ambas pruebas deben aplicarse a probetas rectangulares obtenidas a partir de la lámina con que sean fabricados los recipientes. a) Procedimiento i. Para la prueba de corrosión por niebla salina, se estará a lo establecido en la Norma Mexicana NMX-D-122-1973, debiendo aplicarse un periodo de prueba mínimo de 350 h. ii. Para la prueba de resistencia al intemperismo acelerado, se estará a lo establecido en los códigos o estándares internacionales específicos para esta prueba. b) Criterios de aceptación ... | Modificar la redacción del numeral 12.3.1.a). ii. ya que la norma a que hace referencia ya fue cancelada. El argumento para la cancelación de esa norma mexicana fue que ya no era empleada por la industria, la metodología descrita era obsoleta y no cumplía las necesidades del sector. Referencia: - AVISO de consulta pública sobre la cancelación de las normas mexicanas que se indican, publicado en el DOF el 03/02/2012. DECLARATORIA de Cancelación de las normas mexicanas publicada en el DOF el 28/07/2014. BIBLIOGRAFÍA ASTM G154 16, Standard Practice for Operating Fluorescent Ultraviolet (UV) Lamp Apparatus for Exposure of Nonmetallic Materials. | Con fundamento en los artículos 47 fracciones II y III y 64 de la Ley Federal sobre Metrología y Normalización y 33 de su Reglamento, el CCONNSE analizó el comentario y acordó aceptarlo parcialmente en razón a que, existen regulaciones extranjeras específicas para esta prueba, como la ASTM D-1014-18, por lo que, el numeral que se comenta queda redactado como sigue: "12.3.1 Pruebas de protección anti-corrosiva El sistema de aplicación de pintura utilizado en recipientes de acero al carbón o de acero microaleado debe ser calificado mediante la aplicación de pruebas de corrosión por niebla salina. Ambas pruebas deben aplicarse a probetas rectangulares obtenidas a partir de la lámina con que sean fabricados los recipientes. b) Procedimiento ii. Para la prueba de corrosión por niebla salina, se estará a lo establecido en la Norma Mexicana NMX-X-045-SCFI-2008, debiendo aplicarse un periodo de prueba mínimo de 350 h. ii. Para la prueba de resistencia al intemperismo acelerado, se estará a lo establecido en la ASTM D-1014-18. b) Criterios de aceptación La comprobación del cumplimiento con este numeral, se hará mediante el certificado en el que se ostente el cumplimiento de las Normas Mexicanas señaladas en i. y ii. del inciso a) en términos de lo dispuesto en el Procedimiento para la evaluación de la conformidad de la presente Norma Oficial Mexicana." Como consecuencia de la presente resolución, se ordena incluir la Norma Extranjera antes referida en el capítulo de Bibliografía. | | 26
| ANCE
| 12. Métodos de
prueba
| 12.3.1 Pruebas de protección anti-corrosiva ... b) Criterios de aceptación La comprobación del cumplimiento con este numeral, se hará mediante el certificado en el que se ostente el cumplimiento de las Normas Mexicanas señaladas en i. y ii. del inciso a) en términos de lo dispuesto en el Procedimiento para la evaluación de la conformidad del presente Proyecto de Norma Oficial Mexicana. | 12.3.1 Pruebas de protección anti-corrosiva ... b) Criterios de aceptación La comprobación del cumplimiento con este numeral, se hará mediante el certificado en el que se ostente el cumplimiento de las Normas Mexicanas señaladas en i. y ii. del inciso a) en términos de lo dispuesto en el Procedimiento para la evaluación de la conformidad del presente Proyecto de Norma Oficial Mexicana. | De aceptarse el comentario inmediato anterior, se sugiere eliminar del criterio de aceptación la fracción ii. | Con fundamento en los artículos 47 fracciones II y III y 64 de la Ley Federal sobre Metrología y Normalización y 33 de su Reglamento, el CCONNSE analizó el comentario y acordó aceptarlo parcialmente en razón a que, existen regulaciones extranjeras específicas para esta prueba, como la ASTM D-1014-18, por lo que, el numeral que se comenta queda redactado como sigue: "12.3.1 Pruebas de protección anti-corrosiva El sistema de aplicación de pintura utilizado en recipientes de acero al carbón o de acero microaleado debe ser calificado mediante la aplicación de pruebas de corrosión por niebla salina. Ambas pruebas deben aplicarse a probetas rectangulares obtenidas a partir de la lámina con que sean fabricados los recipientes. c) Procedimiento iii. Para la prueba de corrosión por niebla salina, se estará a lo establecido en la Norma Mexicana NMX-X-045-SCFI-2008, debiendo aplicarse un periodo de prueba mínimo de 350 h. ii. Para la prueba de resistencia al intemperismo acelerado, se estará a lo establecido en la ASTM D-1014-18. b) Criterios de aceptación La comprobación del cumplimiento con este numeral, se hará mediante el certificado en el que se ostente el cumplimiento de las Normas Mexicanas señaladas en i. y ii. del inciso a) en términos de lo dispuesto en el Procedimiento para la evaluación de la conformidad de la presente Norma Oficial Mexicana." Como consecuencia de la presente resolución, se ordena incluir la Norma Extranjera antes referida en el capítulo de Bibliografía. | | 27
| ASEA
| 12. Métodos de
prueba
| 12.4.8 Prueba de resistencia a la tensión, fluencia y alargamiento en la lámina a) Aparatos y/o equipo ... b) Procedimiento ... i. ... ii. ... iii. Las muestras y la prueba deben prepararse y efectuarse conforme a lo indicado en la Norma Mexicana NMX-B-172-1988 o en la Norma Mexicana NMX-B-310-1981 (Ver Figura 9). | 12.4.8 Prueba de resistencia a la tensión, fluencia y alargamiento en la lámina a) Aparatos y/o equipo ... b) Procedimiento ... i. ... ii. ... iii. Las muestras y la prueba deben prepararse y efectuarse conforme a lo indicado en la Norma Mexicana NMX-B-172-CANACERO-2013 (Ver Figura 9). | Cambiar la referencia normativa de la especificación por la norma mexicana vigente: NMX-B-172-CANACERO-2013. En el caso de la NMX-B-310-1981, se debe eliminar debido a que ya fue cancelada y el método de prueba que especificaba está norma, ya está considerado dentro del alcance de la NMX-B-172-CANACERO-2013. | Con fundamento en los artículos 47 fracciones II y III y 64 de la Ley Federal sobre Metrología y Normalización y 33 de su Reglamento, el CCONNSE analizó el comentario y acordó aceptarlo, quedando redactado como se muestra enseguida: "12.4.8 Prueba de resistencia a la tensión, fluencia y alargamiento en la lámina [...] b) Procedimiento ... iii. Las muestras y la prueba deben prepararse y efectuarse conforme a lo indicado en la Norma Mexicana NMX-B-172-CANACERO-2018 (ver Figura 9)". | | 28
| ASEA
| 13. Procedimiento
para la evaluación
de la conformidad
| 13.1 Procedimiento El presente procedimiento es aplicable a los recipientes tipo desmontables para contener Gas L.P., reabastecibles, con capacidad de almacenamiento nominal de hasta 45 kg, de fabricación nacional o extranjera, que se comercialicen o utilicen en los Estados Unidos Mexicanos para la distribución de dicho hidrocarburo. Los recipientes tipo desmontables que hayan sido fabricados en el extranjero, deben internarse a los Estados Unidos Mexicanos teniendo ya instalada la válvula de servicio correspondiente. | 13.1 Procedimiento El presente procedimiento es aplicable a los recipientes portátiles y transportables sujetos a presión para contener gas licuado de petróleo, reabastecibles, con capacidad de almacenamiento nominal de hasta 45 kg, de fabricación nacional o extranjera, que se comercialicen o utilicen en los Estados Unidos Mexicanos para la distribución o expendio al público de dicho petrolífero. Los recipientes portátiles y transportables sujetos a presión que hayan sido fabricados en el extranjero, deben internarse a los Estados Unidos Mexicanos teniendo ya instalada la válvula de servicio correspondiente. | Se recomienda hacer el cambio con la redacción propuesta para homologar con las palabras ya definidas tanto en el proyecto de NOM, como en las Leyes y Reglamentos del Sector Hidrocarburos. | Con fundamento en los artículos 47 fracciones II y III y 64 de la Ley Federal sobre Metrología y Normalización y 33 de su Reglamento, el CCONNSE analizó el comentario y acordó aceptarlo para quedar como sigue: "13.1 Procedimiento El presente procedimiento es aplicable a los recipientes portátiles y transportables sujetos a presión para contener gas licuado de petróleo, reabastecibles, con capacidad de almacenamiento nominal de hasta 45 kg, de fabricación nacional o extranjera, que se comercialicen o utilicen en los Estados Unidos Mexicanos para la distribución o expendio al público de dicho petrolífero. Los recipientes portátiles y transportables sujetos a presión que hayan sido fabricados en el extranjero, deben internarse a los Estados Unidos Mexicanos teniendo ya instalada la válvula de servicio correspondiente". | | 29
| ANCE
| 13. Procedimiento
para la evaluación
de la conformidad
| 13.1.1 Fase preparatoria El cumplimiento de las especificaciones descritas en el presente Proyecto de Norma debe hacerse constar mediante certificado de la conformidad, emitido a partir de la evaluación de la conformidad que se realice a los recipientes tipo desmontables para contener Gas L.P. Dicho certificado podrá obtenerse a través de la DGN, en términos de lo dispuesto en 13.1.2, incisos a), b), c), d), e) y f); o, en su caso, de un organismo de certificación conforme a los incisos g) y h). | 13.1.1 Fase preparatoria El cumplimiento de las especificaciones descritas en el presente Proyecto de Norma debe hacerse constar mediante certificado de la conformidad, emitido a partir de la evaluación de la conformidad que se realice a los recipientes tipo desmontables para contener Gas L.P. Dicho certificado podrá obtenerse a través de la DGN, en términos de lo dispuesto en 13.1.2, incisos a), b), c), d), e) y f); o, en su caso, de un organismo de certificación conforme a los incisos g) y h). según corresponda. | Con el propósito de evitar malas interpretaciones durante la aplicación de la norma, se recomienda no hacer distinción de los requisitos establecidos en el inciso 13.1.2, debido a que para poder evaluar todas las especificaciones de la norma, como organismo de certificación de producto también se requiere de la información referida en dicho inciso. | Con fundamento en los artículos 47 fracciones II y III y 64 de la Ley Federal sobre Metrología y Normalización y 33 de su Reglamento, el CCONNSE analizó el comentario y acordó aceptarlo, quedando como sigue: "13.1.1 Fase preparatoria El cumplimiento de las especificaciones descritas en la presente Norma debe hacerse constar mediante certificado de la conformidad, emitido a partir de la evaluación de la conformidad que se realice a los recipientes tipo portátiles y transportables para contener Gas Licuado de Petróleo Dicho certificado podrá obtenerse a través de la DGN, en términos de lo dispuesto en el numeral 13.1.2, según corresponda". | | 30
| ANCE
| 13. Procedimiento
para la evaluación
de la conformidad
| SIN INFOMACIÓN
| 13.1.3. Procedimiento y tipos de certificación ... Requisitos particulares para obtener el certificado con verificación y seguimiento, mediante pruebas periódicas (M 1), los interesados deben cumplir con lo siguiente: a) Solicitud de certificación de producto, debidamente requisitada y firmada por el representante del interesado. b) Original del informe de pruebas realizadas por un laboratorio de prueba acreditado. d) La documentación técnica siguiente: 1. Descripción general de cada producto y de su principio de funcionamiento 2. Marcado del producto para cada modelo que integra la familia de producto. 3. Planos de cada uno de los modelos que integra la familia de producto. 3. Ficha técnica de cada modelo, el cual debe incluir: Marca; Modelo; planta productiva; Material de fabricación; clase y tipo; Presión de servicio; Capacidad. El OCP debe determinar, con base a la información entregada, la procedencia total o parcial de la familia o en su caso la negación correspondiente; de la misma forma, cuando proceda debe determinar los elementos que serán enviados a pruebas de laboratorio. | Se propone establecer claramente, los requisitos documentales que se deben presentar, para solicitar el servicio de certificación en la modalidad de verificación y seguimiento mediante pruebas periódicas, de los productos comprendidos en el campo de aplicación de la norma oficial mexicana, lo anterior con el propósito de evitar malas interpretaciones durante la evaluación de la NOM y que los organismos de certificación, soliciten los mismos requisitos evitando una competencia desleal. | Con fundamento en los artículos 47 fracciones II y III y 64 de la Ley Federal sobre Metrología y Normalización y 33 de su Reglamento, el CCONNSE analizó el comentario y acordó rechazarlo, en razón a que se establecen requisitos adicionales y que deben establecerse en los contratos de prestación de servicios que correspondan. | | 31
| ANCE
| 13. Procedimiento
para la evaluación
de la conformidad
| SIN INFOMACIÓN
| 13.1.3. Procedimiento y tipos de certificación ... Requisitos particulares para obtener el certificado de la conformidad del producto por la modalidad de certificación mediante el sistema de gestión de la calidad de la línea de producción, los interesados deben cumplir con los requisitos siguientes: a) Todos los requeridos para M1. b) Copia del certificado vigente del sistema de gestión de la calidad expedido por un organismo de certificación de sistemas de gestión de la calidad; el certificado debe incluir el proceso de manufactura de los productos a certificar, el nombre del organismo emisor, fecha de vigencia. c) Informe de validación del sistema de gestión de la producción (en los términos señalados en el inciso 7.16 del presente documento); | Se propone establecer claramente, los requisitos documentales que se deben presentar, para solicitar el servicio de certificación en la modalidad de verificación y seguimiento mediante el sistema de gestión de la calidad de la línea de producción, de los productos comprendidos en el campo de aplicación de la norma oficial mexicana, lo anterior con el propósito de evitar malas interpretaciones durante la evaluación de la NOM y que los organismos de certificación, soliciten los mismos requisitos evitando una competencia desleal. | Con fundamento en los artículos 47 fracciones II y III y 64 de la Ley Federal sobre Metrología y Normalización y 33 de su Reglamento, el CCONNSE analizó el comentario y acordó rechazarlo, en razón a que se proponen requisitos adicionales y que deben establecerse en los contratos de prestación de servicios que correspondan, no en la Norma Oficial Mexicana que se comenta. | | 32
| ANCE
| 13. Procedimiento
para la evaluación
de la conformidad
| SIN INFOMACIÓN
| 13.1.3. Procedimiento y tipos de certificación ... Requisitos particulares para obtener el certificado de la conformidad del producto por la modalidad de certificación mediante un lote de producto, los interesados deben cumplir con los requisitos siguientes: a) Solicitud de certificación de producto, debidamente requisitada y firmada por el representante del interesado. b) Original del informe de pruebas realizadas por un laboratorio de prueba acreditado, de la muestra seleccionada por el OCP. c) Declaración bajo protesta de decir verdad por medio de la cual el interesado manifiesta el alcance de lote mediante identificación única de cada uno de los productos a certificar. d) La documentación técnica siguiente: 1. Descripción general de cada producto y de su principio de funcionamiento 2. Marcado del producto para cada modelo que integra la familia de producto. 3. Planos de cada uno de los modelos que integra la familia de producto. 3. Ficha técnica de cada modelo, el cual debe incluir: Marca; Modelo; planta productiva; Material de fabricación; clase y tipo; Presión de servicio; Capacidad. El muestreo de producto debe sujetarse a lo indicado en la norma mexicana NMX-Z-12-2-1987 o la que la sustituya, de la cual se tomará como base el plan de muestreo sencillo para inspección normal, el muestreo que se lleve a cabo debe ser con un Nivel de Inspección Especial S-1 y un nivel de calidad aceptable (NCA) de 2,5. El certificado de la conformidad del producto debe identificar cada uno de los números de serie o datos de identificación de los productos del lote certificados, así como su fecha o fechas de fabricación. | Se propone establecer claramente, los requisitos documentales que se deben presentar, para solicitar el servicio de certificación en la modalidad de lote, de los productos comprendidos en el campo de aplicación de la norma oficial mexicana, lo anterior con el propósito de evitar malas interpretaciones durante la evaluación de la NOM y que los organismos de certificación, soliciten los mismos requisitos evitando una competencia desleal. | Con fundamento en los artículos 47 fracciones II y III y 64 de la Ley Federal sobre Metrología y Normalización y 33 de su Reglamento, el CCONNSE analizó el comentario y acordó rechazarlo en razón a que se proponen requisitos adicionales y que deben establecerse en los contratos de prestación de servicios que correspondan, no en la Norma Oficial Mexicana que se comenta. | | 33
| ANCE
| 13. Procedimiento
para la evaluación
de la conformidad
| 13.1.5 Pruebas de laboratorio Las pruebas referidas en el numeral 12 deben ser realizadas en laboratorios de pruebas a los productos seleccionados durante la visita previa a planta, en caso de efectuarse ésta, a partir de los tamaños de muestra n1 señalados en el numeral 11 para los ensayos de certificación de modelo. En caso de incumplimiento de los criterios de aceptación de las pruebas, se estará a lo dispuesto en el numeral 12.5. Sólo en el caso de que no existan en el territorio nacional laboratorios de pruebas que puedan efectuar determinadas pruebas, a petición del interesado se podrán admitir informes de resultados de laboratorios de pruebas extranjeros, como referencia para determinar el apego a las especificaciones de este Proyecto de Norma. Dichos informes deben contener la descripción de las pruebas realizadas y ser presentados en idioma español. Corresponderá a la DGN o, en su caso, al organismo de certificación, valorar la aceptación de los informes señalados, a efecto de resolver si la información contenida es suficiente para determinar el apego a las especificaciones descritas en el presente Proyecto de Norma. | 13.1.5 Pruebas de laboratorio Las pruebas referidas en el numeral 12 deben ser realizadas en laboratorios de pruebas a los productos seleccionados durante la visita previa a planta, en caso de efectuarse ésta, a partir de los tamaños de muestra n1 señalados en el numeral 11 para los ensayos de certificación de modelo. En caso de incumplimiento de los criterios de aceptación de las pruebas, se estará a lo dispuesto en el numeral 12.5. Sólo en el caso de que no existan en el territorio nacional laboratorios de pruebas que puedan efectuar determinadas pruebas, a petición del interesado se podrán admitir informes de resultados de laboratorios de pruebas extranjeros, como referencia para determinar el apego a las especificaciones de este Proyecto de Norma. Dichos informes deben contener la descripción de las pruebas realizadas y ser presentados en idioma español. Corresponderá a la DGN o, en su caso, al organismo de certificación, valorar la aceptación de los informes señalados, a efecto de resolver si la información contenida es suficiente para determinar el apego a las especificaciones descritas en el presente Proyecto de Norma. | Se propone eliminar la opción de utilizar de informes de pruebas de laboratorios en el extranjero, cuando no exista infraestructura en el país, lo anterior para evitar el uso de informes de pruebas fuera del marco de la Ley Federal de Metrología y Normalización (acuerdos de reconocimiento mutuo). Adicionalmente, la Ley de la materia, no limita el uso de estos informes, siempre y cuando se realicen en el marco legal ya sea a través de la acreditación y aprobación en la NOM en el país de origen, el laboratorio preferentemente acreditado o el uso de la tecnología alternativa. Por lo expresado anteriormente, no es necesario establecer en el procedimiento de esta NOM, la aceptación directa de resultados de laboratorio de país de origen, con lo que se evita, el uso al margen de la Ley de este tipo de documentos. Adicionalmente, es menester recordar que los OCP son responsables de la aceptación de los resultados de las pruebas de laboratorio de acuerdo con lo establecido en la Norma Mexicana NMX-EC-17065-INMC, por lo que no es posible aceptar los resultados de un laboratorio extranjero a partir de la mera solicitud de un interesado. | Con fundamento en los artículos 47 fracciones II y III y 64 de la Ley Federal sobre Metrología y Normalización y 33 de su Reglamento, el CCONNSE analizó el comentario y acordó aceptarlo, quedando como sigue: "13.1.5 Pruebas de laboratorio Las pruebas referidas en el capítulo 12 deben ser realizadas en laboratorios de pruebas a los productos seleccionados durante la visita previa a planta, en caso de efectuarse ésta, a partir de los tamaños de muestra n1 señalados en el capítulo 11 para los ensayos de certificación de modelo. En caso de incumplimiento de los criterios de aceptación de las pruebas, se estará a lo dispuesto en el numeral 12.5". | | 34
| Luis Alberto
Ruiz del
Ángel
| 13. Procedimiento
para la evaluación
de la conformidad
| N/A
| N/A
| Sugiero que, en el numeral 13.1.2 inciso a), se incluya la dirección electrónica y los datos completos del trámite referido a efecto de otorgar certeza jurídica. | Con fundamento en los artículos 47 fracciones II y III y 64 de la Ley Federal sobre Metrología y Normalización y 33 de su Reglamento, el CCONNSE analizó el comentario y acordó rechazarlo, en razón a que en el numeral correspondiente se hace referencia al Registro Federal de Trámites y Servicios, en el cual, el particular puede observar, en su página de internet, todos los trámites que se pueden realizar ante la Administración Pública Federal, buscar el trámite que requiere y recabar la información relativa al trámite que quiere realizar, otorgando certeza jurídica a los particulares sobre los requisitos y trámites a realizar ante el Gobierno Federal. | | 35
| Luis Alberto
Ruiz del
Ángel
| 13. Procedimiento
para la evaluación
de la conformidad
| N/A
| N/A
| En el inciso h) del numeral 13.1.2 se menciona que los certificados de conformidad son intransferibles, y en el numeral 13.1.7 refiere la fecha de vencimiento a las ampliaciones de los certificados, en este sentido considero que existe contradicción en el hecho de que si son intransferibles cómo se pueden ampliar, por lo que a efecto de otorgar certeza jurídica se sugiere determinar el alcance. | Con fundamento en los artículos 47 fracciones II y III y 64 de la Ley Federal sobre Metrología y Normalización y 33 de su Reglamento, el CCONNSE analizó el comentario y acordó aceptarlo parcialmente, en virtud de que el comentario no cuenta con alguna propuesta, por lo que, el Grupo de Trabajo revisó el numeral que se comenta y acordó modificar el inciso h), quedando como sigue: "h) los certificados de la conformidad serán otorgados al solicitante, previo cumplimiento de los requisitos a que se refiere en los numerales 13.1.1 y 13.1.2" | | 36
| Luis Alberto
Ruiz del
Ángel
| 13. Procedimiento
para la evaluación
de la conformidad
| N/A
| N/A
| Propongo eliminar el numeral 13.1.10 Suspensión y cancelación del certificado de la conformidad, toda vez que el principio de reserva de Ley implica que las NOM tienen prohibido determinar sanciones por si mimas, por lo que se sugiere realizar la mención en el sentido de que la suspensión y cancelación se llevarán a cabo de conformidad con las disposiciones jurídicas aplicables. | Con fundamento en los artículos 47 fracciones II y III y 64 de la Ley Federal sobre Metrología y Normalización y 33 de su Reglamento, el CCONNSE analizó el comentario y acordó rechazarlo, ya que la información contenida en el numeral que se comenta, se incluye con el propósito de otorgar certeza jurídica a los particulares respecto a las causas o supuestos de suspensión de los certificados, ya sea por parte de la dependencia o bien, por el Organismo de Certificación de Producto, de conformidad con lo establecido por el artículo 112 de la Ley Federal sobre Metrología y Normalización. | | 37
| Luis Alberto
Ruiz del
Ángel
| 15. Vigilancia
| N/A
| N/A
| En el capítulo 15 Vigilancia propongo incluir a la Procuraduría Federal del Consumidor como dependencia competente para vigilar el cumplimiento de este proyecto, de conformidad con el artículo 24 de la Ley Federal de Protección al Consumidor. | Con fundamento en los artículos 47 fracciones II y III y 64 de la Ley Federal sobre Metrología y Normalización y 33 de su Reglamento, el CCONNSE analizó el comentario y acordó aceptarlo parcialmente, en razón a que no se presenta propuesta de modificación alguna, por tanto, el Grupo de Trabajo revisó el numeral que se comenta y resolvió que quedara redactado como sigue: "15. Vigilancia La vigilancia de la presente Norma Oficial Mexicana está a cargo de la Secretaría de Economía y de la Procuraduría Federal del Consumidor, conforme a sus respectivas atribuciones" | | 38
| Arcosa
Industries de
México
| Comentario General
| N/A
| N/A
| Para el caso de macro-ataque a soldaduras de filete en la tabla son requeridas 2 probetas para de ensayo, para soldadura de coples o para la sustitución de la prueba de ruptura a la raíz. · No se cuentan con criterios para la evaluación de los resultados de la prueba como son: · Diferencia de longitud de piernas permisible · Concavidad o convexidad permisible Para el caso de ruptura de a la raíz en la referencia para la fabricación de los recipientes PROY-NOM-213-SCFI-2017 la tabla indica el método de prueba de acuerdo a la Norma Mexicana NMX-H-007-1978 De acuerdo a la Norma Mexicana NMX-H-007-1978 tenemos: 6 PRUEBAS PARA JUNTAS DE FILETE 6.1 Pruebas para ruptura en soldaduras de filete 6.1.1.3 Resultados Si se fractura la probeta, debe examinarse visualmente la superficie fracturada. 6.1.1.4 Interpretación de resultados La superficie de la fractura debe examinarse para detectar inclusiones, poros falta de fusión en la raíz y evaluarse de acuerdo con las Normas de producto o especificación del material. Si los dobleces no presentan fractura, los resultados se consideran válidos. · No se cuentan con criterios para la evaluación de los resultados de la prueba en la referencia para la fabricación de los recipientes. · No se indica el tamaño de discontinuidad máximo permisible para las discontinuidades producidas por porosidad o incrustaciones. | Con fundamento en los artículos 47 fracciones II y III y 64 de la Ley Federal sobre Metrología y Normalización y 33 de su Reglamento, el CCONNSE analizó el comentario y acordó aceptarlo, de conformidad con la resolución del comentario 12 del presente documento. | | 39
| Arcosa
Industries de
México
| Comentario general
a "Etiqueta"
| 3.12 etiqueta Cualquier rótulo, marbete, inscripción, imagen u otra materia descriptiva o gráfica, escrita, impresa, estarcida, marcada, grabada en alto o bajo relieve, adherida, sobrepuesta o fijada al producto, a su envase o, cuando no sea posible por las características del producto o su envase, al embalaje. ... 9.3 Aspectos de comunicación de peligros, manejo y uso seguro. Cuando los recipientes se pongan a la venta directa al público, los comercializadores de los recipientes desmontables deben cumplir con la información de la NOM-050-SCFI-2004 o aquella que la modifique, cancele o sustituya.
| | Es necesario dar claridad y especificar qué tipo de información se requiere para el cumplimiento de los puntos 3.12 y 9.3. El punto 9.3 está solicitando cumplir con la información de la NOM-050-SCFI-2004 ó aquella que la modifique, cancele ó sustituya. La NOM-050-SCFI-2004, requiere cumplir con todo el Punto 5 que es la Información comercial y en esta NOM-050-SCFI-2004 se menciona puntos que ya están contemplados en el marcado del Cilindro del presente proyecto de Norma Oficial Mexicana PROY-NOM-213-SCFI-2017 punto 9. Marcado, por lo cual es necesario Clarificar y estandarizar el Requisito del punto 9.3. -Anexo información de la NOM-050-SCFI-2004 Punto 5. 5.2.1 Los productos sujetos a la aplicación de esta Norma Oficial Mexicana, deben contener en sus etiquetas, cuando menos, la siguiente información comercial obligatoria: a) Nombre o denominación genérica del producto, cuando no sea identificable a simple vista por el consumidor. Un producto es identificable a simple vista si éste está contenido en un empaque que permite ver su contenido; o bien, si el empaque presenta el gráfico del producto, siempre y cuando en este gráfico no aparezcan otros productos no incluidos en el empaque. b) Indicación de cantidad conforme a la NOM-030-SCFI, en el entendido de que, si el contenido o número de piezas de un producto puede identificarse a simple vista, no será necesario indicar la declaración de cantidad. En ese sentido, resultará irrelevante que se indique o no en dichos productos la declaración de cantidad y también la forma en que se haga (en idioma distinto al español, en un sitio distinto a la superficie principal de exhibición, en un tamaño menor al requerido, etc.), siempre y cuando dicha declaración corresponda al producto que la ostente. En caso de envase múltiple o colectivo, cuyo contenido no sea inidentificable a simple vista, éste debe ostentar la declaración de cantidad (solamente la que corresponde al envase múltiple o colectivo, no la que corresponde a cada uno de los envases de los productos en | Con fundamento en los artículos 47 fracciones II y III y 64 de la Ley Federal sobre Metrología y Normalización y 33 de su Reglamento, el CCONNSE analizó el comentario y acordó rechazarlo, de conformidad con la resolución a los comentarios números 6 y 17 del presente documento, en cuales se determinó eliminar la mención a la NOM-050-SCFI-2004 del capítulo 2, Referencias Normativas, así como el numeral 9.3 de Proyecto la Norma Oficial Mexicana que se comenta. | | | | | | | lo individual), de conformidad con la Norma Oficial Mexicana NOM-030-SCFI-1993 (ver referencias). La descripción de los componentes puede aparecer en la superficie de información y debe incluir el nombre o denominación genérica de los productos, así como su contenido o contenido neto. c) Nombre, denominación o razón social y domicilio fiscal, incluyendo código postal, ciudad o estado del fabricante o responsable de la fabricación para productos nacionales o bien del importador. Para el caso de productos importados, esta información puede incorporarse al producto en territorio nacional, después del despacho aduanero y antes de la comercialización del producto. Dicha información debe ser proporcionada a la Secretaría por el importador a solicitud de ésta. Asimismo, la Secretaría debe proporcionar esta información a los consumidores que así lo soliciten cuando existan quejas sobre los productos. d) La leyenda que identifique al país de origen del producto, por ejemplo Producto de... , Hecho en... , Manufacturado en... , Producido en... , u otros análogos. e) Las advertencias de riesgos por medio de leyendas, gráficas o símbolos precautorios en el caso de productos peligrosos. f) Cuando el uso, manejo o conservación del producto requiera de instrucciones, debe presentarse esa información. En caso de que dicha información se encuentre en un instructivo o manual de operación anexo, se debe indicar en la respectiva etiqueta: VEASE INSTRUCTIVO ANEXO O MANUAL DE OPERACION, u otras leyendas análogas, las cuales podrán presentarse indistintamente en mayúsculas, minúsculas o en una combinación de ambas. g) Cuando corresponda, la fecha de caducidad o de consumo preferente. Nota: Cuando la información comercial obligatoria de la mercancía se encuentre en su envase o empaque de presentación final al público, no será necesario que dicha información también aparezca en la superficie propia de la mercancía. | | | 40
| Luis Alberto
Ruiz del
Ángel
| Comentario General
| "sistema de gestión de calidad"
| "sistema de control de la calidad"
| Propongo que el término "sistema de gestión de calidad" se modifique a fin de realizar la mención en los numerales respectivos conforme a lo referido en los artículos 56 de la Ley Federal sobre Metrología y Normalización y 51 de su Reglamento ("sistemas de control de la calidad") | Con fundamento en los artículos 47 fracciones II y III y 64 de la Ley Federal sobre Metrología y Normalización y 33 de su Reglamento, el CCONNSE analizó el comentario y derivado del estudio y análisis a los conceptos de "control de la calidad" y "gestión de calidad", se acordó rechazarlo, en razón a que el primero, comprende únicamente la verificación de los productos mediante muestreo o inspección procurando que no lleguen productos defectuosos a los usuarios finales; el segundo concepto es mucho más amplio al referido en la Ley Federal sobre Metrología y Normalización; y comprende la certificación de la estructura organizacional, procesos, procedimientos, así como de los recursos necesarios para implementar un método que asegure que todas las actividades necesarias en el ciclo de vida de un producto o servicio son efectivas. | | 41
| Luis Alberto
Ruiz del
Ángel
| Comentario General
| N/A
| N/A
| Verificar que las Normas Mexicanas que se encuentran referidas en el presente proyecto de NOM se localicen en el capítulo Referencias Normativas, o en su caso en la Bibliografía, toda vez que se detectó que algunas no se encuentran contenidas en dichos capítulos, así como verificar que estén vigentes y que sus denominaciones no contengan errores. | Con fundamento en los artículos 47 fracciones II y III y 64 de la Ley Federal sobre Metrología y Normalización y 33 de su Reglamento, el CCONNSE analizó el comentario y acordó aceptarlo, por tanto, se ordena la revisión de las Normas y demás instrumentos legales contenidos, tanto en el capítulo de Referencias Normativas como en el de Bibliografía, y de ser el caso, se realicen las modificaciones correspondientes. | | 42
| Luis Alberto
Ruiz del
Ángel
| Comentario General
| N/A
| N/A
| Recomiendo realizar con precisión las referencias a los capítulos, numerales, incisos, etc. Para la mejor comprensión del proyecto de norma oficial mexicana. | Con fundamento en los artículos 47 fracciones II y III y 64 de la Ley Federal sobre Metrología y Normalización y 33 de su Reglamento, el CCONNSE analizó el comentario y acordó aceptarlo, por tanto, se ordena la revisión de todas las referencias contenidas en el Proyecto de Norma Oficial Mexicana que se comenta, y de ser el caso, se realicen las modificaciones correspondientes. | | 43
| Luis Alberto
Ruiz del
Ángel
| Comentario General
| N/A
| N/A
| Se observó que se duplica el contenido de la página 56 en la página 57 del proyecto por lo que se recomienda realizar los ajustes correspondientes | Con fundamento en los artículos 47 fracciones II y III y 64 de la Ley Federal sobre Metrología y Normalización y 33 de su Reglamento, el CCONNSE analizó el comentario y se advierte que el Proyecto de Norma Oficial Mexicana que se comenta, se consulta directamente desde la página del Diario Oficial en la Federación sin que contenga números de página, por tanto, se rechaza el comentario. | Ciudad de México, a 5 de junio de 2019.- El Director General de Normas y Presidente del Comité Consultivo Nacional de Normalización de la Secretaría de Economía, Alfonso Guati Rojo Sánchez.- Rúbrica. ANEXO 1 (Comentario 10)
Tabla 4- Propiedades mecánicas y composición de aceros para recipientes Clase I
| | | Tipo 1
| Tipo 2 (SA-414C)
| Tipo 3 (SA-414D)
| Tipo 4 (SA-414E)
| Tipo 5 (SA-414F)
| Tipo 6 (SA-
414G)
| Tipo 7 (SA-455)
| | Tensión (MPa)
| | 420
| 380-480
| 410-520
| 450-590
| 380-480
| 515-655
| 515-655
| | Cedencia mín (MPa)
| | 283
| 230
| 240
| 260
| 230
| 310
| 260
| | Elongación mín en 200 mm (%)
| | 10
| 16
| 14
| 12
| 10
| 10
| 15
| | Elongación mín en 50mm (%)
| | 20
| 20
| 18
| 16
| 14
| 16
| 22
| | Carbono (% máx.)
| Colada
| 0.24
| 0.25
| 0.25
| 0.27
| 0.31
| 0.31
| 0.33
| | | Producto
| 0.26
| 0.25
| 0.25
| 0.27
| 0.31
| 0.31
| 0.33
| | Manganeso (%máx.)
| Colada
| 0.50-1.00
| 0.90
| 1.20
| 1.20
| 1.20
| 1.35
| 0.85-1.20
| | | Producto
| 0.45-1.05
| 0.90
| 1.20
| 1.20
| 1.20
| 1.35
| 0.79-1.30
| | Fósforo (% máx.)
| Colada
| 0.04
| 0.035
| 0.035
| 0.035
| 0.035
| 0.035
| 0.025
| | | Producto
| 0.05
| 0.035
| 0.035
| 0.035
| 0.035
| 0.035
| 0.025
| | Azufre (% máx.)
| Colada
| 0.05
| 0.035
| 0.035
| 0.035
| 0.035
| 0.035
| 0.025
| | | Producto
| 0.06
| 0.035
| 0.035
| 0.035
| 0.035
| 0.035
| 0.025
| | Silicio (% máx.)
| Colada
| 0.30
| 0.30
| 0.30
| 0.30
| 0.30
| 0.30
| 0.40
| | | Producto
| 0.45
| 0.30
| 0.30
| 0.30
| 0.30
| 0.30
| 0.45
| | Niobio (% máx.)
| Colada
| 0.01-0.04
| | | | | | | | | Producto
| 0.01-0.045
| | | | | | | | Cobre (% máx.)
| Colada
| 0.05
| | | | | | | | | Producto
| 0.05
| | | | | | | | Níquel (% máx.)
| Colada
| 0.03
| | | | | | | | | Producto
| 0.03
| | | | | | | | Cromo (% máx.)
| Colada
| 0.03
| | | | | | | | | Producto
| 0.03
| | | | | | | | Molibdeno (% máx.)
| Colada
| 0.01
| | | | | | | | | Producto
| 0.01
| | | | | | | | Zinc (% máx.)
| Colada
| 0.01
| | | | | | | | | Producto
| 0.01
| | | | | | | | Aluminio (% máx.)
| Colada
| 0.07
| 0.02-0.08
| 0.02-0.08
| 0.02-0.08
| 0.02-0.08
| 0.02-0.08
| | | | Producto
| 0.07
| 0.02-0.08
| 0.02-0.08
| 0.02-0.08
| 0.02-0.08
| 0.02-0.08
| | | Vanadio (% máx.)
| Colada
| 0.01-0.05
| | | | | | | | | Producto
| 0.01-0.055
| | | | | | | ANEXO 2 (Comentario 12)
Figura 17 - Probeta de doblez guiado
NOTA 1. Se debe asegurar que cuando la probeta es cortada por medios que generen calor, el calor del corte no altere ni afecte la zona soldada. NOTA 2. El refuerzo de la soldadura y las soleras de respaldo (T), si fuera el caso, deben ser removidos al ras de la superficie de la probeta de prueba antes o después de la prueba de doblez. NOTA 3. Para dimensiones y tolerancias aplique la Tabla 10. NOTA 4. Los valores de la Figura 17, corresponden a la siguiente Tabla: | Espesor de la probeta | Longitud (L) mm | Ancho (W) mm | Radio mm | | Hasta 1.52 mm | 100 t | 25 t | 1.6 | | 1.52 mm y mayores | 152 mínimo | 38.1 | ANEXO 3 (Comentario 12)
Figura 18 - Dispositivo estandarizado para doblez guiado
ANEXO 4 (Comentario 12)
Figura 19 - Dispositivo estandarizado para doblez alternante
ANEXO 5 (Comentario 12)
Figura 20 - Métodos de prueba representativos para la prueba de doblez alternante
______________________________
|
En el documento que usted está visualizando puede haber texto, caracteres u objetos que no se muestren correctamente debido a la conversión a formato HTML, por lo que le recomendamos tomar siempre como referencia la imagen digitalizada del DOF o el archivo PDF de la edición.
|
|
| |

|
|
|
|
| |
|